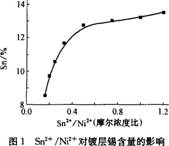
1 引 言 多年以来,镀铬和镀镍一直是获得常规防护镀层的通用方法,但是六价铬毒性大,严重污染环境,而镍镀层容易造成皮肤炎症等过敏性反应,因此寻求代铬、镍镀层的工作,越来越引起人们的关注。研究结果表明,锡镍合金电镀具有硬度高(HV 650~700),耐磨,抗氧化经久不变色,可焊性好及对皮肤无过敏性等优良特性,镀在光亮铜等基体及一些衣物系扣物上,是理想的替代镀层。锡镍合金镀液分为酸性和碱性两种工艺体系,酸性体系发展较早,工艺已比较成熟,碱性体系是近年来才发展起来的,它具有酸性体系无法比拟的优点:镀液较稳定,分散能力和深镀能力优良,适用于形状较复杂的电镀,对环境污染小,而且镀层美观,色调高雅。不过碱性锡镍合金电镀工艺比较单一,操作条件较苛刻,为此,笔者经过试验研究,确定了一种电沉积锡镍合金的新工艺,具有工艺配方简单、易掌握、成本低、质量好及利于环保等优点。 2实验 2.1实验仪器及工艺流程 用100ml烧杯作电镀槽,阴极为铁片,阳极为镍片;wYJ-151-1型直流源供给电流;pHS25型精密酸度计测量镀液酸度;镀层锡含量用721型分光光度计测量;所用试剂均为化学纯,电镀溶液的配制均用蒸馏水。 电镀工艺流程为:镀件磨光一水洗一化学除油(20g/LNazC03+60g/L NaOI+40g/L Na3P04)一水洗一酸洗[HzSO25%~50%(体积比)+HNO310%~30%(体积比)+HCl O.3%~O.5%(体积比)]一弱侵蚀(70~80g/L HzSO)一水洗一电镀一水洗—钝化一空停一水洗一干燥老化。 2.2基础镀液的组成 以氯化亚锡和对杂质容忍性好的硫酸镍为主盐,以焦磷酸钾为络合剂,氯化铵为主体添加剂。电镀液的组成如下:SnCl215g/L;NiS04·6H20 35g/L;K4P2O7·3H2O260g/L;NH4Cl12g/L;镀液pH值由1:1(体积比)的氨水和盐酸调节。 2.3镀膜成分分析 采用苯芴酮分光光度法直接比色分析锡,计算锡含量。 2.4镀层质量检测 (1)镀层外观 目测要求镀层表面光滑平整、结晶细致、色泽均匀正常。 (2)镀层腐蚀性能 采用HDV-7C恒电位仪在10 %的H2S04溶液中对试样作线性扫描,以所得阳极极化曲线对镀层的耐蚀性作初步评定。 (3)镀层内应力采用赫尔槽实验,在赫尔槽的阴极薄片上划上8条间距为1cm的竖直刻痕(宽度小于0.1cm),背面涂渍清漆绝缘,电镀一定时间后取出,观察镀片的弯曲情况。 (4)镀层结合力 采用划线格试验,用刃口为30°的雕刻刀在镀层表面刻划两组相距2mm的交叉平行线,划线深至金属基体,观察交叉处是否有镀层脱落。 3结果与讨论 3.1工艺参数对镀层锡含量的影响 3.1.1Sn2+/Ni2+对镀层中锡含量的影响 图1为镀层中锡含量随镀液中Sn2+/Ni2+摩尔浓度比变化的关系曲线。当镀液中的离子总浓度一定时,在较宽的浓度比范围内,镀层中的锡含量随着镀液中Sn2+/Ni2+的增加而升高,当Sn2+/Ni2+为0.3~0.5时,锡镍合金镀层含锡量在11.2 %~12.7 %(质量分数)的最佳范围。如果锡含量过高,会引起镀层内应力的增大,从而影响镀层性能。
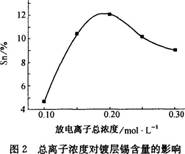
3.1.2共沉积离子总浓度对镀层中锡含量的影响 保持Sn2+/Ni2+摩尔比为0.5,得到共沉积金属离子总浓度对合金镀层中锡含量的影响,见图2。从图2可以看出,提高锡镍离子总浓度,合金镀层中的含锡量升高,到达一定值后电势较负的金属镍在镀层中的含量增加。试验观察到,当镀液中的锡镍离子总浓度较小时,镀层粗糙,光亮度差;总浓度增加后,镀层的外观和质量有所改善,表明合金共沉积时受到浓差极化的影响较大,但当在锡镍离子总浓度超过0.25mol/L后,浓差极化的影响就逐步地减小,镀层质量又开始变差,而且镀液的深镀能力和分散能力下降。因而溶液中金属离子的总浓度不能过高,一般控制在0.20mol/L比较适宜。
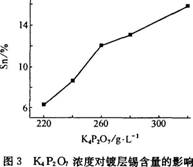
3.1.3络合剂焦磷酸钾对镀层锡含量的影响 焦磷酸钾为主络合剂,对镀层合金成分的影响仅次于金属离子浓度比。焦磷酸钾的影响规律见图3,从中可看出:焦磷酸钾的浓度增加,镀层锡含量随之增加,这是由于焦磷酸钾的络合,镍离子沉积电势比锡离子沉积电势负得很多,锡离子更容易在阴极析出,使得锡离子在阴极的沉积相对含量升高。一般来说,改变络合剂的浓度,可以使阴极极化作用增强,镀层结晶细致,但是游离络合剂含量的升高又会降低阴极电流效率,减慢沉积速度,甚至使镀层产生白色条纹,影响美观,因此焦磷酸钾的含量控制在250~270g/L之间比较适宜。
3.1.4温度对锡镍镀层锡含量的影响 温度对镀层锡含量的影响较为明显(图4)。由图4可见,镀层锡含量开始随着温度的升高而增大,然后随着温度的增加却下降。这可能是开始随着温度的升高,电镀液粘度减小,金属离子的扩散速度增大,从而增加了阴极~溶液界面上的金属锡浓度,使得镀层中锡的含量有所增加,而当温度超过30℃后,同时降低了浓差极化和电化学极化,影响了阴极电流效率,故使镀层含锡量减少。若温度超过了允许的上限值,金属离子水解加快伴随有阴极出现析氢现象,会极大地恶化镀层质量,所以此工艺的操作在室温下进行即可,最好不要超过35℃。
3.1.5镀液的pH值对合金镀层含锡量的影响 镀液的pH值小于7.5时,焦磷酸钾水解趋势大,生成稳定的络离子较难,合金离子无法产生共沉积;而pH值超过9.5之后,Ni2+成Ni(0H)2沉淀的趋势增大,镀液颜色浑浊,稳定性差,因此锁定范围为7.5~9.5之间的pH值对镀层含锡量的影响,见图5。由图可知,镀层的含锡量随着镀液pH值的升高亦是先升后降。这是由于随着pH值的升高,金属络合物的稳定性增加,镀液中游离的锡、镍离子浓度变小,且镍离子沉积电势比锡离子沉积电势变负很多,使得镍离子在阴极的沉积相对含量降低,而锡的相对含量增加,但是pH值超过8.3之后,锡与焦磷酸根的副反应增大,导致含锡量下降。
3.1.6 阴极电流密度对合金镀层含锡量的影响 考察锡镍合金镀层中锡含量随阴极电流密度的变化关系,结果见图6。随着电流密度的增加,阴极电势不断变负,极化作用增强,沉积条件接近于较活泼金属锡的析出,因而合金层中的锡含量逐渐增加,但阴极电流密度超过1.5A/dm2时,电沉积锡的阴极极化要比镍的极化大,使得镍电沉积的相对速度大于锡,反而导致镀层中锡的相对含量降低。此外,若电流密度过大,还会引起阴极严重析氢,导致镀层疏松,发暗或烧焦。
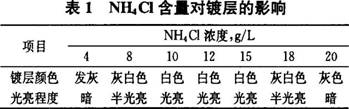
3.2添加剂的影响 众所周知,添加适宜的组合添加剂,可显著改善镀液和镀层的性能,所以选择适当的添加剂也成为该工艺成败的关键。从水溶性和成本考虑,选用NH4Cl作为主体添加剂,明显减小Ni2+的极化度,而对Sn2+的阴极极化曲线没有影响,同时减小镀层的内应力。本实验还详细研究了NH4Cl的含量对镀层的影响,见表1
从表1结果可知,NH4Cl含量在10~15ml/L范围内,镀层颜色及光亮度最佳。若含量过高,镍络离子的去极化作用强烈,高电流密度区产生粗糙的黑色条纹,操作电流密度范围变窄。体系中还加入少量的糖精、十二烷基磺酸钠等辅助光亮剂,提高溶液的分散能力,改善低电流密度区的外观和增加溶液的湿润能力。其它,为了保持镀液的稳定性,必须加入亚锡稳定剂,作用是防止Sn2+水解和氧化,本实验采用对苯二酚,用量一般为0.5~2.0g/L。 3.3锡镍合金镀层的性能测试结果 3.3.1锡镍合金镀层的耐蚀性能 分别采用纯镍镀层(光亮镍)和SUS 304不锈钢作参考,测定了锡镍合金镀层的阳极极化曲线,试验结果见图7。由图可见,在10%的硫酸溶液中锡镍合金镀层的阳极极化曲线有典型的钝化区,钝化行为就象贵金属一样,基本上变成惰性合金镀层,可见其耐腐蚀性能优良,而且其耐腐蚀性明显强于不锈钢和光亮镀镍层。究其原因可能是多方面的:锡镍合金镀层相对于基体钢铁而言,属于阳极性保护镀层,既有电化学保护作用,又不会因为微电池电动势过高而使镀层过快腐蚀;或是铬酐的有机钝化液能够对锡镍合金镀层有效钝化,在表层与铬酐形成了较稳定的憎水性化合物,从而大大提高了镀层的耐腐蚀性能。
3.3.2镀层的内应力 经5min电沉积后,划有竖向划线的赫尔槽试片几乎不发生弯曲形变,表明镀层的内应力很小。 3.3.3镀层的结合力 镀层经交叉划线后,划线交叉处无镀层脱落,划线间的镀层无剥离现象,表明镀层与基体间结合牢固,结合力强。 4结论 (1)镀液组成和电镀条件均影响锡镍合金镀层成分,控制镀液组成配比,可获得不同的装饰效果。确定最佳溶液配方和工艺参数如下:SnClz15 g/L;NiS()4·6H2035g/L;K4P207·3H20260g/L;NH4Cl12 g/L;糖精2g/L;十二烷基磺酸钠2.5g/L;对苯二酚1.5g/L;pH:8.5;Dk:1.5A/dm2;温度:30℃。 (2)检测了上述优化工艺条件下获得的镀层的性能,结果表明,锡镍合金镀层颜色与镀镍层颜色相仿,介于镍、铬之间,镀层表面均匀、细致,合金膜具有优良的耐腐蚀性能,而且内应力小,与基体间的结合力强。 |