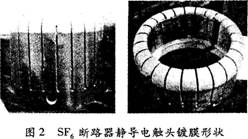
高压断路器和隔离开关是电力系统中最重要的组件。断路器担负着控制和保护电力系统安全稳定运行的作用,所谓控制,就是对电网中的部分电力设施、线路在运行过程中发生故障或电网调度时,通过断路器等的分合将故障部分快速分离,保证部分电网正常运行。断路器在高压及有负载的条件下操作,操作过程中会产生强电弧,因而断路器经常按灭弧原理分为油断路器、压缩空气断路器、六氟化硫断路器、真空断路器、磁吹断路器和空气断路器等。也有按使用环境的电压等级来划分:如35 kV以下称为中压断路器;110 kV、220kV称为高压断路器;330 kV及以上电压等级的称为超高压断路器。 导电触头是断路器等高压开关的关键部件,触头材料和镀膜质量很大程度上决定了断路器的发展。触头应具有以下性能: 1)大的分断电流的能力; 2)高的耐压值; 3)优良的抗熔焊性能; 4)高的导电和导热能力; 5)耐电弧烧损; 6)低的截流值。 由于这些性能的相互矛盾性,对导电触头材料和镀膜要求也就高。目前高压真空断路器所采用的基体材料为CuW、CuBi、CuCr。合金,高压SF6断路器所采用的基体材料是紫铜T2-R、铬青铜QCro5-R、铍青铜QBe2、铝青铜QAL9—2~Y、铝青铜QAL7-Y等,银镀膜触点增加导电性。 众所周知,在高压电器产品中,各种类型的触头对产品的性能、产品的容量以及产品的可靠性均起着决定性作用。触头镀膜的质量,直接影响到高压电器的安全使用。 1 镀膜电触头的结构和电镀工艺 1.1 高压导电触头的基本构造 SF6高压电器导电触头由于用途不同,其形状各异,但是从工作原理划分,触头可分为自力型触头、非自力型触头。自力型触头是以触头材料自身的变形所产生的屈服弹力来提供接触压力的,常见的有指形触头、盘形触头、表带触头等;非自力型触头是指以其它动力来提供接触压力的,常见的有梅花触头、块状指形触头、复合型表带触头等。从其工作用途来分,触头分为静连接触头、动连接触头。顾名思义,静连接触头用于产品正常工作状态中的静态连接,如SF6全封闭组合电器中主母线、分支母线内连接用表带触头、梅花触头等,常见的有梅花触头、指形触头、表带触头、盘形触头等;动态连接触头用于产品正常工作状态中的动态连接,如SF6断路器中的动弧触头、主触头等,常见的有梅花触头、指形触头、复合型表带触头等。从其工作结构可分为直线连接触头和转角连接触头,同样直线连接触头用于产品正常工作结构中的直线连接,如SF6断路器、隔离开关等的主触头,常见的有梅花触头、指形触头、表带触头等;转角连接触头用于产品正常工作结构中的直角连接或一定角度的连接,常见的有指形触头、盘形触头等。SF6断路器的电触头的结构如图l所示,导电触头是自力型指形触头,其外观形状如图2所示。
1.2 电镀基本原理和导电触头电镀工艺 1.2.1 镀银工艺的原理及基本要求 电镀是将被镀金属作为阴极,通过直流电使要镀的金属盐溶液的阳离子在工件表面上沉积出来形成电镀层。电镀银是一种银白色、可锻、可塑及有反光能力的贵金属,它的相对原子质量为107.87,密度为10.5 g/cm3,熔点为960.8℃,硬度为60~140 HV,低于铜高于金,电导率在25℃时为63.3×10-1(Q·cm)-1是良好的导体,焊接性能也很好,所以镀银广泛应用于电器、电子、通信设备和仪器仪表制造等工业。 银具有较高的化学稳定性,与水和大气中的氧不起作用,但易溶于稀硝酸和热的浓硫酸,在含有卤化物、硫化物的空气中,银表面很快变色,破坏其外观和反光性能,并改变导电及钎焊等电性能。 对镀层的基本要求: 1)镀层与基体、镀层之间有良好的结合力; 2)达到规定的厚度,尽可能减少孔隙; 3)工件的主要工作面要有均匀厚度、细致结构的镀层; 4)镀层应具有规定的各项指标。如光亮度、孔隙度、硬度、色彩、耐蚀性、耐磨性及导电性。 1.2.2导电触头的镀银工艺 1)镀前处理。目的是为了能够获得高质量的镀层。主要进行去除油污、灰尘、锈蚀等,镀前步骤如下: 第一步,使表面粗糙度达到一定要求,可用表面磨光、抛光等工艺方法来实现; 第二步,脱脂去油,可采用溶剂除油、水基清洗剂、化学除油、电化学除油等方法; 第三步,除锈,可用机械方法、酸洗方法、电化学方法等; 第四步,活化处理,一般在弱酸中侵蚀一定时间进行镀前活化处理; 图3和图4是SF6断路器的静触头镀前处理图。
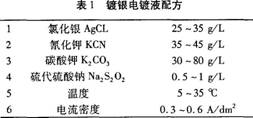
2)电镀。铜镀银工艺:预镀铜一预镀银一镀银;铝镀银工艺:浸锌一预镀铜一预镀银一镀银。 镀银电镀液配方见表l。
3)镀后处理。 ④钝化处理:在一定溶液中进行化学处理,在镀层上形成一层坚实致密的、稳定性高的薄膜,增强镀银层的耐磨性和耐腐蚀性。 ⑥修磨处理:电镀后镀膜层边缘较粗糙,对粗糙部位用电动打磨机进行修磨,使电镀工具平滑过度。 ⑥抛光处理:将镀膜触头表面进行抛光,使镀层光洁、平整,没有明显的凹坑、麻点等缺陷,粗糙度满足要求,如图5所示。
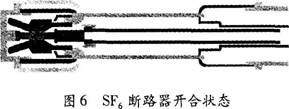
2镀膜电触头的失效形式及原因 高压开关设备承担转接、隔离、接通和分断的任务,其工作状态的好坏,直接影响到整个电气系统的运行,而触头作为高压开关的重要部位,非常容易受到侵蚀破坏。触头侵蚀(又称触头磨损)分机械侵蚀、化学侵蚀和电侵蚀,是触头在分断或闭合过程中,由于机械撞击和摩擦、化学腐蚀以及电弧与火花烧蚀造成触头金属损失或材料转移的现象。由电弧或火花等原因引起的电侵蚀,其后果是使触头的厚度减小、接触压力下降、接触电阻增大、电寿命减少,严重时将造成触头无法工作。 2.1 断路器触头侵蚀的原因 SF6断路器的工作原理,如图6、图7所示。在断路器中,当切断电流时,电弧电阻必须迅速地增大,以强迫电流在相当短的时间内降到零,但为防止在电路的电感中产生高的过电压,电流又不能降得太快,电弧起着一个可变电阻的作用,因此,高压断路器设计时,有电触头和弧触头,控制燃弧和灭弧是高压断路器的关键。由于电弧中存在热量,电触头在高温下机械运动,会产生不同程度的电蚀现象。
根据对电蚀机理的研究,电触头电蚀是客观存在的,具有一定的普遍性,只不过有时电蚀不严重,机械侵蚀和化学侵蚀占主导地位,电蚀现象被掩盖,不易被发现。 镀银电触头侵蚀过程十分复杂,主要原因有以下几种: 1)在电弧产生的瞬时高热流作用下,材料可能从表面蒸发掉,可能形成小熔滴,在电弧或开关装置的机械作用下从表面吹走或喷溅出去,表面因此变得凸凹不平,镀银材料剥离,改变了触头的使用性能。 2)材料基体或镀银层产生裂纹并扩展到触头体内,导致材料的大量烧损,严重时造成触头失效。 3)镀银层气孔和孔洞,在银的蒸发、升华下会导致镀层表面孔洞的产生。气孔产生与环境、触头材料含气量及熔化金属对气体溶解饱和程度有关,熄弧冷却过程熔池凝固前沿成长速度与气泡浮出速度的比较,决定气孔的形式,即前者大于后者时产生基体内气孔,前者与后者相当时产生表面气孔,前者小于后者时产生气体喷发坑,从而导致电触头失效。 4)触指或导电杆镀银层的厚度、硬度及附着力不足是造成镀银层剥落、露铜而发热的原因之一。镀银层的附着力差和厚度不均容易造成镀银层过早脱落、露铜而导致过热,镀银层的硬度低也会造成耐磨性能差而过早出现露铜。对于高压隔离开关,其触头系统的镀银质量是关键技术指标,镀银层并非越厚越好,镀银硬度提高镀银层的耐磨性能是关键。 2.2隔离刀闸触头发热的原因 1)静触头夹紧弹簧退火而失去弹性,刀闸开关夹紧力不足,接触电阻大,导致接触不良发热。 2)涂抹导电物质不当或表面存有杂质,造成隔离开关接触电阻增大发热。 3)触头镀银层较薄,材质不过关,动静触头磨损露铜,导致接触电阻增大,触头发热。 4)触指座定位板锈蚀,接触电阻升高发热。 在拉合刀闸操作前,运行人员应先进行3~4个操作循环。这是由于触头镀银层易氧化,在进行3~4个操作循环的过程中,相当于对触头进行了机械打磨,除去触指表面的氧化物和污物,保证了触头的接触电阻的降低,这点在刀闸由分位变合位时尤其必要。 3 结论 1)触头镀膜的质量,直接影响到高压电器的安全使用。由于导电触头导电性、抗熔焊性能、导热能力、耐电弧烧损等综合性能的相互矛盾性,对导电触头材料和镀膜要求也就高。 2)镀银电触头侵蚀过程复杂,电触头电蚀是客观存在的,具有一定的普遍性,只不过有时电蚀不严重,机械侵蚀和化学侵蚀占主导地位,电蚀现象容易被掩盖。 3)对于高压隔离开关,其触头系统的镀银质量是关键技术指标,镀银层并非越厚越好,镀银硬度提高镀银层的耐磨性能是关键。 4)在电气设备检修时,需进行镀膜质量的表面检验,必要时进行全面检验。 |