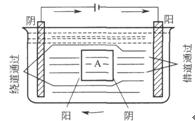
因此,电流流出的地方发生阳极反应,电流流入的地方发生阴极反应。对于处于镀液中的A金属,右端电流流人为阴极,左端电流流出为阳极。即金属A上同时存在阳极和阴极。阳极处进行氧化反应,金属或钝化或溶解;阴极处进行还原反应,沉积金属 此故障就是在同一挂具上,某些工件为阳极,进行氧化反应,使原来的预镀镍层发暗;某些工件为阴极,获得正常的镀层 什么条件下才会产生双极性电极现象呢?产生双极性电极现象必须具备一定的条件,而不是任何情况下皆能发生的。如图l所示,龟流遇到金属A时,不外乎两种情况:一种是直接借道通过,一种是绕道通过。显然,只有借道而过的电阻小于绕道电阻时,借道电流较大,双极性电极现象也明显。被借道的金属A,有时发现边缘部分无镀层(或不溶解),而中间部分则有镀层(或溶解)。这是因为在边缘部分电流绕道通过的电阻比借道电阻小,不发生明显的借道。反之,对于中间部分,电流绕道而过的途径较长,因而其电阻可能大于借道电阻,所以电流往往容易借道而过 图2为镀好暗镍的零件放入亮酸铜槽中时发生的情况。挂具已入镀槽但尚未与阴极电棒接触的片刻,相当于上述金属A的情况,此时,因电流的借道而产生双极性电极现象,致使电流流出的一边镍层成为阳极而发暗 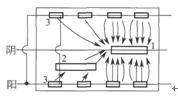
图2 电镀槽中发生的双极性电极示意图 1,2--工件;3--阳极 同理,镀件出槽时,电流从脱离阴极导电棒而尚未出槽的工件的借道通过,也会产生双极性电极现象 为什么新配槽时无双极性电极现象,生产几个月后却产生了此故障了呢?借道电阻的大小,主要取决于界面电化学反应的阻力。绕道电阻取决于绕程的长短、镀液的导电性和阴极挂具与阴极导电棒的接触电阻(包括整流器的引线与阴极导电棒的接触电阻)。镀液电阻越大,槽电压越高,电流越大,双极性现象也就越严重。刚投产时,挂具与阴极导电棒各处接触电阻较小,操作电压低,故绕道电阻小,不易产生双极性电极现象;生产几个月后,由于管理不善,凡是接触的地方均长满了铜绿,接触电阻增大,电压明显升高,相对增大了绕道电阻。同时,生产中单个挂具出槽与人槽时不减小电流,操作电流又大,因而易发生双极性现象 |