注塑按键制品表面丝印电镀复合新工艺的研究 李飞1,孙贤初1,董祥忠2 (1.珠海格力电器股份有限公司,广东珠海519070;2.四川大学高分子科学与工程学院,四川成都610065) 摘要:通过对丝印油墨和电镀液的改良以及表面处理工序的调整,探索研究了在丙烯腈-丁二烯-苯乙烯共聚物(ABS)注塑按键制品上丝印电镀的复合新工艺,该工艺已成功应用于有表面复合工艺要求的家电注塑制品,实践效果可行,有效解决了电镀注塑制品表面文字、图案附着力差的技术难题。 关键词:注塑按键制品;丝印电镀;复合工艺;电镀液;丝印油墨 中图分类号:TQ320·67 文献标识码:B 文章编号:1005-5770(2010)08-0085-03 随着家电市场扩大,广大消费者对家用电器的外观档次要求越来越高。在高档的空调、冰箱、电视机等家用电器上所用的塑料按键、旋钮、开关等塑料件,常采用表面电镀方式以获得金属质感及美观性。而这些按键类零件一般又都需要有文字或图案来加以帮助说明其功能作用与操作指引,这些要求仅靠单一的电镀工艺一般是无法很好的得到解决,常用做法是在按键旁边设置非电镀区域进行丝印标识;或直接在电镀层上丝印文字、图案。两者比较起来,前者不够直观、缺乏协调性;后者的丝印文字或图案容易磨损、脱落等。所以电镀注塑件表面标识问题已成为塑胶从业者亟待解决的一个大问题。笔者依据生产实际需求,选择并调配了丝印油墨、电镀液,并创造性地调整了丝印及电镀工序的流程,探索出了本文所阐述的复合电镀新工艺,有效解决了本企业生产中相关的技术难题,获得了极大的社会效益和经济效益。 1·实验部分 1·1实验材料 70L型塑料按键(制品结构如图1所示),材料为通用ABS,自制,为保证按键的挠曲及回弹功能,制品弹性段结构不能有镀层;丝印油墨:8C冷灰-H1,自制;电镀液:自制,不同工艺阶段使用的溶液中分别含硫酸镍、氯化镍、硼酸、3价铬离子、铬盐等。 1·2仪器及设备 工业电镀槽:150cm×70cm×120cm;注塑机:HTF160X2型,合模力1600kN,宁波海天股份有限公司。 1·3制作工艺 下面以图1所示公司70L型按键为例,详尽说明丝印电镀复合工艺的具体操作流程。 1)注塑成型。该注塑模具为一模两腔,为保证电镀后注塑件的质量,型腔内表面应光滑,注塑件外表面不得有划伤、缩水等缺陷,有关注塑工艺条件参见表1所示。制品注塑完成后,应将主流道剪去大部分,保留其分流道,使根部保留有2~6mm的长度以方便电镀后工序的操作。
2)镀导电底层。将注塑按键制品装夹在电镀架上,按事先设定的如下工艺流程及条件,在注塑按键表层电镀一导电层后,将注塑按键取下即成。在该操作过程中,应注意防止划伤有外观要求的注塑按键导电层的表面(注:按键顶端及其2mm以下厚度的周边表面均为有外观要求的光滑面,效果见图3)。具体工艺流程及条件如下: a.除油:在温度为55~65℃的磷酸钠、氢氧化钠、碳酸钠及乳化剂的混合液里浸泡20~30min,经热水冲洗、硫酸液中和、再清洗后进入下工序。 b.粗化:在温度为50~60℃的高铬酸型粗化液里浸泡5~10min,经充分冲洗进入下道工序。 c.化学镀:首先在25~35℃的氯化亚锡、盐酸混合液里敏化处理3~5min;然后在30~40℃的氯化钯、盐酸混合液里活化处理3~5min;接着使用自制硫酸镍、氯化钠等混合镀液进行导电层化学镀。 3)局部退导电层。 为了保证注塑按键制品的弹性,注塑按键制品脚的下部至少有四分之一部分需用浓酸退掉导电层,然后再用清水清洗掉按键脚上残留的酸液(注意避免水溅到注塑按键制品有外观要求的表面);再甩干零件上的水珠,并用软棉布轻轻擦掉注塑按键制品需丝印表面上的水珠,防止其在表面烘干后留下水渍纹,而影响后工序丝印的质量;最后将零件整齐摆放在烘干架上。在整个操作过程中,必须戴细纹棉质手套,人手不能直接接触有外观要求的注塑按键制品表面。 4)烘干。将摆放在烘干架上的零件放入电热烘箱内,烘干零件上的水分。烘箱温度为60~65℃,时间大约10min,以烘干零件上的水分为原则。 5)检查导电底层的质量。有外观要求的导电层表面,不得有影响后续丝印和电镀工序的质量缺陷,如划伤、较严重的水渍纹、油脂等。 6)丝印。将检验合格的按键制品精确放置在丝印工装夹具上进行丝印作业。 丝印环境要求:无尘(不高于10万级),温度22~26℃,湿度75%~80%。不符合上述要求的环境,将对丝印、电镀质量及产品合格率造成较大的影响。丝印操作要求:零件装夹到位,丝印网版定时清理,刮板运行力度适中,在该整个操作工艺过程中,放、取零件均须佩带细纹棉质手套,手不得直接接触零件,尤其是有外观要求表面。有关70L型按键1丝印后的效果,见图2。
7)烘干。将丝印好的按键制品放入电热烘箱内烘干及固化丝印油墨。采用Seiko1000二液反应型环氧金属油墨时,烘箱温度设为30~35℃,烘干时间10h以上,以确保油墨完全固化。如采用其他牌号的油墨时,其烘箱温度、烘干时间等应根据实验效果进行确定。 8)丝印检验。对丝印及导电层质量须进行全检,要求丝印内容笔划粗细均匀,无连笔、掉笔和油墨扩散等现象。 9)电镀表层。将丝印合格制品装夹在电镀架上,上电镀作业线,使用自制硫酸镍、氯化镍、硼酸等混合镀液在40~50℃的镀槽中电镀作业10~15min,注意控制稳定的阴极电流密度及镀液pH值,完成后将零件取下。在操作过程中,应注意防止划伤外观表面。 10)电热烘干。烘干温度60~65℃,烘干时间10min左右。 11)终检。有外观要求的电镀表面,即在注塑按键制品的顶端2mm以上的表面要求光亮,无明显斑点和暗纹等缺陷。有关70L型按键1复合工艺最终效果,参见图3所示。
2·工艺应用及推广 2002年8月中旬,项目小组按立项要求通过公司相关部门委托外协厂家按照上述要求进行实际生产验证,经调试后产品完全达到预期的质量效果。
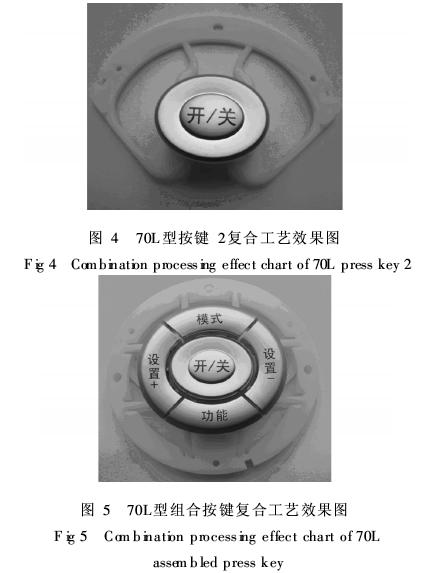
2003年1月,该丝印电镀复合新工艺技术首先批量应用于50LB型控制器塑料按键制品上,经过多年实践及生产使用证明,效果十分理想。目前,已采用该丝印电镀复合新工艺技术生产的塑料制品有:50LB型定时按键、50LB型背光按键、50LB型液晶按键、70L型按键1、70L型按键2等(70L型按键2及70L型组合按键复合工艺效果图分别见图4、图5)。此后,公司产品中所有的塑料按键类零件均采用此新工艺,大大提升了产品的质量和档次,在一定程度上提高了公司产品的魅力指数,增强了产品的市场竞争力,为公司的发展起到促进作用。 3结论 该丝印电镀复合新工艺自验证成功以来,一直被应用至今。尽管相对于其他丝印、电镀工艺来说工序比较复杂,但为更好地服务于广大顾客及市场,对具有类似外观要求的制品一般都推荐选用该工艺,究其原因主要是他具有诸多其他工艺所不具备的优点: 1)文字、图案清晰,附着力好,不但完全高于先电镀后丝印的效果,也是其他类似工艺所无法比拟的,比如与电镀效果最为逼近的“喷涂+丝印”工艺相比具有以下两个优势:a.表面硬度高。喷涂所得表面硬度一般要略低于电镀表面处理要求的硬度;b.附着力好。对消费者来说,在使用按键时,非复合工艺制品直接接触到丝印层,而复合工艺制品直接接触到的只是电镀表层,就耐受力而言,电镀层远高于丝印层,所以复合工艺要比其他工艺获得的制品附着力好得多。 2)文字和图案具有一定的立体效果。由于是先丝印、后电镀,镀层在丝印的文字和图案上又覆盖了一层,所以,文字和图案看起来微微凸起,形成了很好的视觉效果。 综合来说,丝印电镀复合工艺产品外观档次高,使用效果好,能够为家电成品带来极高的附加值,也能为企业创造良好的经济效益和社会效益。 参考文献 [1]《表面处理工艺手册》编审委员会.表面处理工艺手册[M].上海:上海科学技术出版社,1991. [2]李东光,翟怀凤.48种实用化学产品制造技术[M].北京:金盾出版社,1990. [3]马懿卿.注塑技工实用技术[M].北京:国防工业出版社,2008. [4]曾华梁,吴仲达,陈钧武等.电镀工艺手册[M].北京:机械工业出版社,2004. [5]刘仁志.非金属电镀与精饰———技术与实践[M].北京:化学工业出版社,2007. |