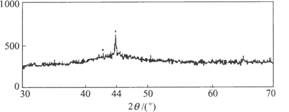
(1)配方21镀镍钨硼合金镀层 ①镍钨硼合金的形成 在镍钨合金镀液中加入二甲基胺硼烷(C2Hl0BN)可以镀取镍钨硼合金,进一步提高镀层的硬度、耐磨性能。镀层结构致密,表面光亮,呈现张应力[4]。 ②镍钨硼合金的耐蚀性 在镍钨合金镀层中,硼元素的加入可消除裂纹,达到提高镀层防护性。钨是固溶强化元素,它可提高镍在酸中的耐蚀能力,因此,对于镍钨硼合金镀层,硼元素引入的同时,镀层钨含量降低,结果其在盐酸中的耐蚀性与镍钨合金相近,腐蚀电位仅正移了约0.02V,在盐酸介质中有较好的耐蚀性,这由于镍基合金在盐酸介质中阳极过程与镍溶解,钨被氧化,与OH-和水迅速形成致密均匀牢固的整体的钝化膜[4]。 (2)配方22镀镍钨磷非晶态合金镀层 ①电沉积条件对镀层成分及结构的影响 a.镀液温度对镀层结构的影响在pH 3.5,Dk为4A/dm2的条件下,镀液温度60℃所得镍钨磷镀层X射线衍射图见图1[lO],镀液温度70~80℃所得镍钨磷镀层X射线衍射图见图2[10]。 由图1可见:在温度为60℃时得到的镀层在2θ=44。附近有一衍射峰,镀层为晶态结构。
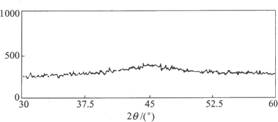
图1温度60℃所得镍钨磷镀层X射线衍射图 由图2可见:在加℃、80℃时所得镀层为典型的馒头状衍射图像,镀层均为非晶态结构。由此可见随温度升高,镀层结构由
图2温度70~80℃所得镍钨磷镀层X射线衍射图 晶态逐渐向非晶态转变。只有在较高的温度70℃以上才能得到非晶态镍钨磷镀层。 b.镀液pH对镀层成分及结构的影响 镀液pH值对镀层成分的影响见图3[lO] 试验条件:温度70℃,Dk为4A/dm2,pH3.5~7.5范围内电沉积,所得镀层进行分析和X射线衍射。 由图3可见:随着pH值升高:镀层中钨含量升高,镀层中磷含量降低。
图3镀液pH值对镀层成分的影响 对所得镀层X射线衍射测定,镀层均为非晶态结构。 C.镀液电流密度对镀层成分及结构的影响 镀液的电流密度对镀层成分的影响见图4[10]。 试验条件:镀液温度70℃,pH为6.5,电流密度2~5A/dm2,所得镀层进行分析和x射线衍射测定。 由图4可见:随着电流密度的增大,镀层钨含量升高;镀层磷含量稍微略有降低。
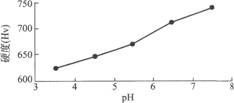
图4镀液的电流密度对镀层成分的影响 →w含量/%(质量分数):→P含量/%(质量分数) 经X射线衍射测定,镀层均为非晶态结构。 ②电沉积条件对镀层硬度的影响 a.镀液pH值对镀层硬度的影响镀液的pH值对镀层硬度的影响见图5[l0]。
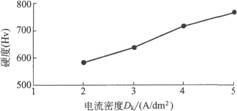
图5镀液的pH值对镀层硬度的影响 试验条件:镀液温度70℃,Dk为4A/dm2。 由图5可见:随着镀液pH的提高,镀层硬度随之增加。 pH值由3.5~7.5,镀硬度由624(Hv)升高至737(Hv)。 b.镀液电流密度对镀层硬度的影响 镀液的电流密度对镀层硬度的影响见图6[10]。
图6镀液的电流密度对镀层硬度的影响 试验条件:镀液温度70℃,pH为6.5,Dk由2A/dm2增至5A/dm2。 由图6可见:随着镀液Dk增大,镀层硬度也随之增加。当晚为2A/dm2增至5A/dm2,镀层硬度由582(Hv)增加至764(Hv)。硬度增高的原因:随着镀液pH和Dk增大:镀层中钨含量升高,磷含量降低,使镀层空隙率降低,致密度升高,结合力增强。 ③电沉积条件对镀层耐蚀性的影响 a.镀液的pH对镀层耐蚀性的影响 镀液的pH值对镀层耐蚀性的影响见图7[10]。
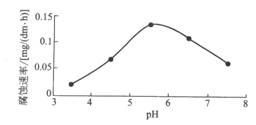
图7镀液的pH值对镀层耐蚀性的影响 试验条件:温度70℃,Dk为4A/dm2,pH由3.5~7.5。 由图7可见:随着pH升高,镀层耐蚀性先减小后增大,这是因为在pH比较小,pH为3.5时,镀层耐蚀性主要由含磷量决定。随着pH的升高,磷含量开始下降较快,.钨含量上升较慢,pH为5.5以后,磷含量几乎不变,钨含量增加较快,使镀层空隙率大大下降,致密度提高,从而使耐蚀性有了大的提高。 b.镀液的电流密度对镀层耐蚀性的影响 镀液的电流密度对镀层耐蚀性的影响见图8[10].
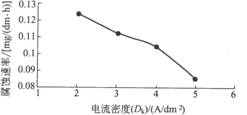
图8镀液的电流密度对镀层耐蚀性的影响 试验条件:镀液温度70℃,pH为6.5,Dk 2~5A/dm2。 由图8可见:随着Dk的增大,镀层耐蚀性提高,这是因为随着Dk升高,镀层磷含量变化比较缓慢,而钨含量有大的提高。所以使镀层耐蚀性提高较大。 (3)配方23镀镍钨磷电催化活性合金①镍钨磷合金镀液组成和工艺条件[18]
②合金电极上析氢的阴极极化曲线。用线性电势扫描法,在lmol/L的KOH水溶液中分别测量Ni、Ni-C0-P、Ni-W-P合金电极上析氢的阴极极化曲线,并作出lgi-η曲线,见图9[18]。
图9不同电极上析氢反应的lgi-η关系图 由图9可见:在Ni、Ni-Co-P、Ni-W-P合金电极上氢析出反应分两段进行。 a.在低电流密度区,氢(H2)在上述三个电极上析出反应的动力学特征符合台费尔(Tafel)关系。 b.在高电流密度区,电极过程比较复杂,在20~30A/dm2析氢超电势(ηΗ2)变化较大,析氢的电催化活性顺序是Ni<Ni-C0-P<NFWP。 ③不同电极上不同电流密度下,析氢超电势((ηΗ2)的变化见表1[18]。 表1不同电极上不同电流密度下饥的变49/mV
注:△El.2=ηni-ηni-co-p,△El.3ηni-ηni-co-p。 由表1可见:在10A/dm2电流密度下,Ni-C0-P合金比镍(Ni)的氢超电势(ηΗ2)降低l30mV,在同样条件下Ni-W-P合金降低l55mV。在20A/mm2电流密度下,Ni-Co-P合金比镍的氢超电势降低200mV,而Ni-W-P合金则降低230mV。在30A/dm2电流密度下,Ni-C0-P合金比镍的氢超电势降低250mV,而Ni-W-P合金则降低258mV。 ④镍钨磷合金的形貌对电催化活性的影响。采用日立X-650型扫描电镜观测镍钨磷合金SEM谱图可知:镀层中有大小不等的球状颗粒均匀地分布在镀层中,周围出现微细的裂纹,表面变得粗糙、多孔,使电极表面增大,电极的电活性增加。 ⑤镍钨磷合金的组成对电催化活性影响 a.镍钨磷合金的镀层成分:用能谱仪PV9100分析镀层成分为:镍83.7g%,钨2.42%,磷13.7g%。 b.镍钨磷合金形成时各元素的电子结合能。 由镍钨磷合金的XPS谱图可以求得合金中各元素的电子结合能的变化,见表2[18]。 表2镍钨磷合金形成时各元素的电子结合能/eV
由表2可见,在Ni-W-P合金形成时,各元素的电子结合能发生变化如下: Ni的2p电子结合能853.15-852.68=0.47(eV),向正方向移动了0.47eV; W的4f电子结合能34.66-31.40=3.26(eV),向正方向移动了3.26eV; P的2p电子结合能129.88-132.60=2.72(eV),向负方向移动了2.72eV。 上述试验结果验证Ni-W-P合金形成时,有电子从金属Ni、W向P转移。 C.镍-钨-磷合金各元素的电负性 Ni-W—P合金中各元素的电负性各为:Ni l.8,W l.7,P 2.1。根据电负性原理,电负性大的元素在化合物中可把电负性小的元素的原子的电子吸引到自己的轨道上,在Ni-W-P合金中,P原子将把金属Ni、W原子上未配对电子2p和4f的电子吸引到自己的轨道上,形成M-P键。 d.Ni-W-P合金对电催化活性的影响。在Ni-W-P合金的形成过程中,有电子转移,形成M-P键,使得Ni和W原子的电子轨道上未配对的电子数减少,削弱Ni、W与刚析出的原子态氢形成-吸附氢原子M-H的键合能力,+使氢原子复合成H2步骤加快,因此,在Ni电极上引入W、P元素后,其析氢电催化活性增大。 (4)配方24镀镍钨铁合金镀层[11] ①镍钨铁镀层的性能:镀层光亮、分散能力佳;镀层硬度以镍高1倍;镀层耐蚀性很强,在1:1硫酸、浓硝酸及浓盐酸中浸泡3.5h之久,未受到腐蚀,在硝酸和盐酸的混合液里浸2h无变化。镀层耐高温、耐磨性好。 ②镀液配制 a.将柠檬酸、硫酸亚铁铵、硫酸高铁铵按镀槽容积和配方用量分别溶解在少量水中,溶解后把硫酸亚铁铵和硫酸高铁铵加入柠檬酸溶液中。 b.将钨酸钠和硫酸镍分别溶解在少量水中,分别加入. a.的溶液中,搅拌均匀。 c.用水稀释到镀槽规定水平、搅拌均匀。 d.用浓氨水调整pH到8。 ③镀液维护与控制操作条件 a.pH值 溶液操作温度较高,68~75℃,水汽和氨易蒸发,以致pH显著下降,经常测定pH值的变化,及时加以调整在7.8~8.4范围内。 b.温度不可低于68℃,温度60℃时镀层发脆,温度在70~73℃效果最好。 C.电流密度 当温度在70~73℃时电流密度4.5A/dm2可获得光亮镀层。电流密度过高,超过6.5~7A/dm2时,镀层就会发脆。d.及时分析镀液,根据配方规范进行调整。 e.阳极用合金板用含钨45%、铁40%、镍15%合金板、为阴极面积的1.5倍。 ④镀液故障、可能原因和纠正办法。见表2[11]。 表2镀镍钨铁溶液故障、可能原因和纠正办法
|