镀铬时可采用纯铅的阳极,或者最好是由含7%~l0%锑的铅合金制成的阳极。通常在镀铬时采用宽50mm、厚3~5mm的条状阳极,采用直径为l0~25mm的杆状阳极最合适。带杆状阳极的挂具样式如图1所示。
应注意配合挂具使用。 ①阳极的尺寸和位置对于工件上铬层厚度分配的均匀度有很大影响,因此必须特别注意。 ②由于镀铬时应用大电流密度,必须经常注意是否接触良好。为了造成可靠的接触,可把阳极焊到铜质的挂钩上,或用螺栓固定阳极和挂钩杆的方法联结,如图7-2所示。
图2阳极与挂钩的固定方法;1-阳极;2-挂钩 ③阳极与阴极面积的比例应在1:1到2:1的范围内。当内表面镀铬时,阴极的面积通常超过阳极若干倍,因此必须采取措施以氧化积存的三价铬。 ④对于要求大电流强度的零件,以及当内表面镀铬时,可以采用铁质或铜质的阳极,外面镀上一层电解铅。 ⑤对于形状复杂的制品,需要制造与所镀制品形状相似的阳极,为此可采用厚度为l~3mm的铅板。 ⑥镀铬时应用下列成分的阳极。 A.铅制的阳极。铅不少于98.5%~99.3%,铁不多于0.1%,氧0.005%,砷微量,铋微量。 B.铅锑合金制的阳极。铅92.5%~93.3%,锑6%~7%,铁0.1%,砷微量,铋微量。 ⑦铅质阳极在工作过程中覆上一层过氧化铅或铬酸铅,因而开始导电不良,因此最好每天用钢刷清理阳极。在夜间或者镀槽长时间停止工作时,应从电解液中取出阳极浸入水中。 ⑧阳极应有正确的悬挂方法。 A.用带孔的阳极正确悬挂冲模。如图3所示。
B.不正确的悬挂方法。图4所示
|
 标准形状阳极的布置
标准形状阳极的布置
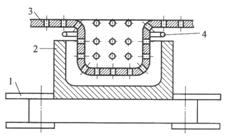 图3用带孔的阳极正确悬挂冲模(氢气自由放出)1-冲模固定架;2-冲模;3-阳极;4-遮护环
图3用带孔的阳极正确悬挂冲模(氢气自由放出)1-冲模固定架;2-冲模;3-阳极;4-遮护环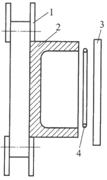 图4用扁平阳极不正确悬挂冲模(在冲模凹处未镀上铬)1-冲模固定架;2-冲模;3-阳极;4一遮护环;为扁平阳极不正确悬挂冲模;图5所示为特形阳极不正确悬挂冲模。
图4用扁平阳极不正确悬挂冲模(在冲模凹处未镀上铬)1-冲模固定架;2-冲模;3-阳极;4一遮护环;为扁平阳极不正确悬挂冲模;图5所示为特形阳极不正确悬挂冲模。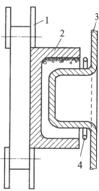 图5用特形阳极不正确悬挂冲模(氢气泡滞留在冲模内部)1-冲模固定架;2-冲模;3-阳极;4-遮护环
图5用特形阳极不正确悬挂冲模(氢气泡滞留在冲模内部)1-冲模固定架;2-冲模;3-阳极;4-遮护环


