电抛光长管子的内表面时,要使电解液在管子中间流通过去,如图1所示。 图1长管子的电抛光(使用内部阴极) 管子内腔的电抛光工艺在很大程度上决定于管子的材料。若管子的材料对电解液具有充分的化学稳定性(如耐酸钢及特种钢),则可逐段依次进行抛光。抛光管子时,在全部表面保持一样的工作电流密度是很难的,因为对于较长的管子,必须用功率非常大的电源,而这并不是经常能办到的。例如,抛光直径100mm、长lm的钢管时,所需的电流为900~1500A。在分段抛光管子时,每段的长度是不限的。如果电源的功率不大,每段的长度可以取得很短。这时管子内部的阴极如图2所示,只有很短的一段暴露着,其他部分都用绝缘物(通常用瓷管或硬橡皮管)遮蔽着。
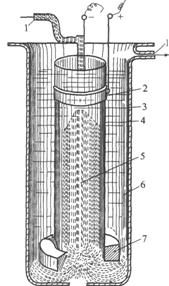
图2在管子中流过电解液1-电解液出口;2-电流接通到管子处;3-槽;4-管子;5-阴极;6-槽的衬层;7-支撑圈; 阴极的暴露着的一段沿着管子移动,使得与其相对的管子受到抛光作用。使用该方法时,抛光时间按分段数目而倍增。 在按水平或倾斜位置(这样最方便的)抛光管子时,必须使管子旋转,否则,放出的气体都积聚在管子的上部,使得沿着管子有一条没有受到抛光的地带。在垂直放置管子时,不应该使管子旋转,但要注意使管内经常充满着电解液。若构造上可能的话,应使电流从两端通入阴极,以便被加工表面上的电流密度分布均匀。电抛光管子用的槽子的长度需足够使管子安全放进里面。槽子的宽度可以不很大——比管子外径大150~200mm。 槽的内衬通常用乙烯塑胶或与它类似的材料,电解液的加热可用浸在槽内的蛇形蒸汽管。 阴极的材料,在直径较小时可用铜棒,在直径较大时用钢管。管状阴极内装一根绝缘的导线,以便电流通给阴极一端。 阴极与管壁之间的距离最好留得尽可能大些,但是不可以依靠缩小阴极的导电面积来达到这个目的。阴极与管壁之间的距离可以在每一面2mm(对于直径6mm的管子)到20~60mm(对于直径60~150mm的管子)的范围内。 在抛光管子时,必须遵守一些特殊保安措施以防管内液体过热。 |