在大多数情形之下,内燃机某些零件(汽缸、汽缸套、活塞销以及切削机床)及其他机器的各种零件的工作表面并不是全部磨损的,受磨损的通常只是一部分。如图1所示。 局部镀铬非但可以用来修复零件,就是在新制的零件上,假如只需要在某一部分镀铬而不需全部镀铬的时候,都可以利用局部镀铬法。局部镀铬与全部镀铬不同之处在于它只在零件磨损了的地方镀铬。局部镀铬方法大大地减少了修复零件的费用,缩短了修理时间,并提供了可能性,使机械加工及镀铬设备的生产能力提高到三四倍,使电力消耗量降低了l/2~2/3,而且不需增加工作人员。 镀铬中有一特点:只有当全部阳极与被镀物(阴极)间都保持一定的距离时,才会镀上铬。假如在某些部分阳极与阴极相距较远,则在这些部分的阴极上,或者根本镀不上,或者比其他部分镀得较少;因而在阴极离阳极较远之处,镀层厚度就降低了,因此在镀铬时阳极的分布需能使电流的电力线只导向需要电镀的阴极表面上,如图2所示。 例如:在一个长600mm的汽缸筒的内壁上,假如只要在1/3的面积上,即200mm上镀铬,阳极的长度就应为l25mm,并且要挂在镀铬表面的中央,距离被镀的壁面20~25mm即可。 大型旋转体零件镀铬用的设备可用如图3所示设备。
|
 内燃机汽缸的剖面只有燃烧室的下面(磨损最多的部分)镀了多孔性铬.
内燃机汽缸的剖面只有燃烧室的下面(磨损最多的部分)镀了多孔性铬.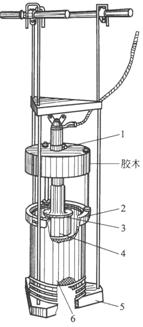 汽缸在局部镀铬时所用的挂具1-调整阳极高低的夹环;2-连接环;3-阳极,位于汽缸之顶端;4-阳极;5-底板;6-汽缸
汽缸在局部镀铬时所用的挂具1-调整阳极高低的夹环;2-连接环;3-阳极,位于汽缸之顶端;4-阳极;5-底板;6-汽缸 轴颈局部镀铬用的装置示意(箭头表示电镀液的流动方向)1~所镀铬的轴;2~套在轴上的小槽;3-可伸缩可调换的小箱l 4-阳极;5-有大量电镀液的槽;6-电镀槽预热器;7-自电镀槽中抽出电镀液的泵;8-附有挡板的开口,以维持电镀液的液面一定(在镀铬时,轴不断地旋转着)
轴颈局部镀铬用的装置示意(箭头表示电镀液的流动方向)1~所镀铬的轴;2~套在轴上的小槽;3-可伸缩可调换的小箱l 4-阳极;5-有大量电镀液的槽;6-电镀槽预热器;7-自电镀槽中抽出电镀液的泵;8-附有挡板的开口,以维持电镀液的液面一定(在镀铬时,轴不断地旋转着)


