酸性半光亮镀锡层的性能 (一)结合力 紫铜板经常规除油、酸洗、水洗后进行镀锡30μm厚,然后将它弯曲900,结果未发现镀层有开裂与剥落。镀层在200℃下烘烤2h后迅速浸入冷水中,也未观察到镀层起泡与剥落,证明锡与铜层的结合力优良。 (二)锡层的可焊性 1.焊料球铺展试验(焊料球散锡力测定) 将多块5cm×10cm紫铜板在25℃,2A/dm2条件下在AMT-1镀液中镀上4μm厚的锡层,将部分镀锡铜板经下列老化条件老化,再与未老化的锡板一起进行焊料球铺展试验。试验时先将直径0.76mm无铅Sn-Ag-Cu焊料球放在测试板中,然后在260℃热盘上加热40s,再用显微镜测量焊球铺展的长度a和b(见图ll-12),由a和b可计算出焊料球铺展面积及焊料球的散锡力,散锡力越高,表示锡层的可焊性越好。 (1)老化条件 1)高温烘烤l55℃,4h和8h。
图11-12焊料球铺展半径的计算
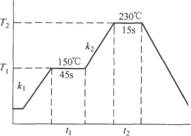
图ll-13高温回流的升温曲线 2)潮湿试验98℃,相对湿度100%下8h。 3)高温回流(Reflow)3次 恒温区Tl l50℃,45s,T2230℃,l5s(图11-13)。 (2)计算
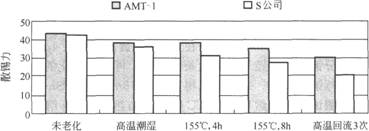
式中,焊料球半径R=0.76/2=0.38mm; 焊料球铺展半径r=[(a+b)/2]/2mm。 (3)测定结果测定结果如图ll-14所示,由图可见,AMT一1半光亮锡层与S公司的镀锡层均有优良的可焊性,其中AMT-1镀锡层似乎略好一些。
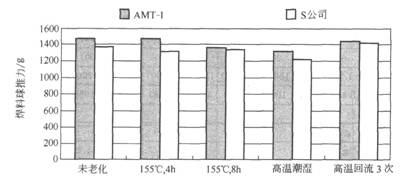
图11-14 AMT一1与S公司半光亮锡层的散锡力 2.焊料球推力测定 用含有球栅阵列(BGA)小圆球状焊点的样品板在AMT一1液中镀锡4μm厚,取其中几块样品板按上述老化条件进行高温烘烤、高温潮湿和高温回流3次后,再与未老化的样品板一起进行焊料球推力测定。测定前先在板上涂布助焊剂,再放上直径0.76mm的无铅Sn-Ag-Cu焊料球,在回流焊(Reflow)机上回流一次,焊料球就被焊接在样品板上,再放入焊料球剪切试验机(Solder Ball Shear Test machine)上,用移动臂将焊料球推离焊接点,同时记录推离焊料球所需的力(以g表示),力值越大,表示焊接越牢,可焊性越好。图ll-15示出了焊料球推力的测定结果。由图可见,AMT一1与S公司的半光亮锡层均具有优良的可焊性,它们均可承受l55℃烘烤4h,高温潮湿试验8h和三次高温回流的考验。
图11-15 AMT一1与S公司镀锡层的焊料球推力测定结果 |