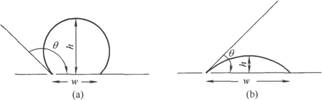
脱脂效果的评价方法 现在低温、中温高效脱脂剂已经像雨后春笋般地发展起来。不同的商品牌号,其性能存在着较大的差异,无论是用商品脱脂剂还是根据自己工厂工件受油污的情况自行设计脱脂配方,首先遇到的一个问题是如何评价脱脂效果,这里介绍几种简单易行的方法。 (1)水膜试验法 在已脱脂好的试片上喷上均匀的水雾,若试片脱脂干净,其上会形成均匀的水膜,水膜不会破裂。反之,表面如有残留油污存在时,其部分表面会拨开水,使试片上水膜成为斑块状不连续水膜。但是,如果使用了难以洗净的表面活性剂,容易造成假象,因为表面活性剂把尚未除去的油污分子包住了,此时需要用稀硫酸浸渍后才能进行准确的判断。如果水膜完整地连成一片,说明脱脂效果好,清洗干净。反之,如果水膜中断或破裂,说明试片表面还有油脂污染。 此方法用得较多,但不能作为脱脂效果的定量评价。为了避免一个人目测的偏差,常由2~3人同时观察,以期得到一个共同承认的较为可靠的结果。 (2)红墨水浸润法 这也是一种简单易行的方法。在脱脂后的干燥试片上均匀地涂上红墨水,然后用滤纸吸收红墨水,若滤纸呈现整块试样的红墨水迹,证明脱脂完全。反之,则脱脂不完全。 (3)荧光染料及同位素试验法 此法在日本应用较多,是将油溶性的荧光染料加入油污中,然后将受油污浸渍的试样进行脱脂、再水洗、干燥,放在红外线下照射,若试样存在闪光的亮点,证明油污尚未除尽。依同理亦可用同位素法检测油污除尽与否。即在油脂中放入放射性同位素,脱脂后的表面使用盖革计数器测定放射性有无而判断之。此法检查精度好,适用于研究机关,不适用于工厂现场。 (4)镀镍试验法 因为镀镍工艺对镀前处理要求严格,其镀液无任何洗净能力。将脱脂洗净后的试样镀镍,一种方法是以低电流密度(DK=1A/dm2)短时间(30s)电镀,目测有无污点光泽斑纹;第二种方法是镀厚(约20μm)进行弯曲试验以测试结合能力,这只是评价脱脂效果的一个定性方法。 (5)铜置换法 钢铁试样经脱脂洗净后,用硫酸铜溶液浸渍,铜置换上去越多、越均匀,说明脱脂越干净。但此法很不准确,随铜离子浓度和时间的变化均有较大差异。 (6)接触角目测定法 在已经脱脂好的试片上滴一滴水珠,测定口角。若口角越小,说明水对试片的浸润性能好,脱脂也就越干净。即被测定的接触角口大小是金属表面上油脂是否完全除尽的判断标准。测定口角应保持试样完全水平,且在无振动状态。试样经脱脂后测定口角应以很快的速度进行(最好在lmin之内)。即使是完全脱脂的金属表面,长久搁置在空气中时,金属表面会生成一层氧化膜及碳酸盐膜,使得水的润湿性能降低,影响测量的准确性。 图6-4(a)表明金属表面尚有油污残留,图6-4(b)表示金属表面经脱脂后金属表面上水的湿润程度良好。
图6-4接触角测定 如在铁板上涂一层很薄的锭子油或大豆油,再把水滴滴在上面测定θ角。锭子油为820、大豆油为720,当脱脂充分后再测定口角约为00~30。 以上方法虽然不能定量地评价脱脂效果,但对几种脱脂剂的效果比较而言,采用上述多种方法,由几个有经验的实验者联合审定并加以仲裁,还是可以得到一个可信的结论。 |