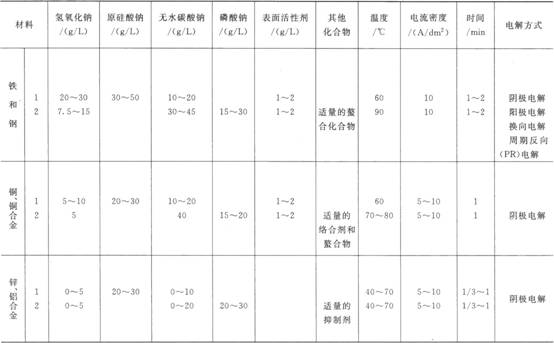
电解脱脂 电解脱脂是一种采用工件作阴极或阳极,在碱性清洗溶液中电解,从而除去油脂及其他污物的方法。电解产生的大量气体可从表面上除去油脂及其他污物。清洗液的化学和物理作用为:乳化、渗透、分散。机械搅拌也产生一定的清洗效果。因为电解脱脂工序是在碱性化学脱脂之后的最后除油清洗步骤,故可称为精整清洗,也叫最终清净,该工艺对保证镀层与基体金属的结合力十分重要。 电解脱脂包括阴极电解脱脂(工件作阴极)、阳极电解脱脂(工件用作阳极)、换向法电解脱脂(工件的极性连续转换)、PR法电解脱脂(使用PR电流)等。 (一)阴极电解脱脂 在阴极电解清洗中,工件作阴极,它上面残留的油污在电解时被大量产生的氢气搅拌冲走,初生态的氢还有还原表面氧化膜而起到活化的作用,有利于基体金属与镀层具有良好的结合强度。 反过来,它也有缺点,就是容易使钢铁发生氢脆。特别是对高碳钢或弹簧钢,极易发生氢脆。此外,溶于溶液中的金属杂质可能附着在阴极(工件)上。如果溶液含有络合剂或螯合化合物、异金属杂质形成络离子,可能电沉积在阴极工件上,影响镀层与基体的结合力。当铁板用作阳极材料时,在青铜和铜上可能形成一层铁镀层。在这种情况,使用的阳极材料必须是不溶性电极材料(如不锈钢、烧结炭等)。 阴极电解清洗溶液使用类似在碱性化学脱脂中用的碱及碱性盐,软化水添加剂以及一些低泡高效专用表面活性剂。根据基体金属不同,电解清洗液的组成与浓度都不一样,一般浓度偏低。如果使用易于产生泡沫的表面活性剂,泡沫阻碍了阳极上氧气和阴极上氢气的析出,在两个电极产生的氢气和氧气的气泡达到一定比例遇到火花可能会引起爆鸣。因此,一定要采用有效的低泡表面活性剂。 (二)阳极电解脱脂 在阳极电解清洗中,工件表面上产生的氧气也可以冲走油脂和其他污物,没有氢脆产生,没有杂质金属电沉积的可能性。但在工件表面上会形成氧化膜,但可以通过将其浸入稀酸溶液中轻易地除去。因此工件用作阳极时,必须小心防止工件表面遭阳极溶解而腐蚀表面,或产生针孔。这种方法不适用于化学性质活泼的金属材料如铝、锌和它们的合金的电解脱脂。 (三)不同金属基体的电解脱脂配方和工艺条件 表6-10是不同金属基体的电解脱脂配方和工艺条件。 (四)电解脱脂添加剂 无论阴、阳极电解脱脂工艺都采用大的阴极(阳极)电流密度,伴之而会在阴极或阳极产生大量的氢气或氧气,它们带来的利弊在上一节已经叙述清楚了。由于电解液呈碱性,多少有碱雾逸出。 1.氟碳表面活性剂 氟碳表面活性剂作为电解脱脂的添加剂既能加速电解除油,又能抑制碱雾,改善车间劳动保护条件。以铜和铜合金为例。 阴、阳极电解脱脂配方如下。 氢氧化钠 5g/L 碳酸钠 30g/L 三聚磷酸钠 20g/L 葡萄糖酸钠 5g/L 氟碳表面活性剂(FC一80) 0.5~1.0g/L 温度 70℃ 阴极电流密度 l0~15A/dm2(1~2min) 阳极电流密度 l0~15A/dm2(5~10s) 表6-10不同金属基体电解脱脂溶液和电解条件实例
优点: ①除油效果好,经先阴极电解(1~2min),再阳极电解(5~10s)之后,镀件上的油污及抛光蜡可以除去干净; ②能抑制电解除油中的碱雾; ③镀件经此工艺除油后,再活化,与电镀层结合力好,弯曲不剥落,200℃烘烤2h不起泡。 注意事项: ①氟碳表面活性剂溶解度小,要在热水中彻底溶解; ②温度要达70℃,先阴后阳的工艺条件必须保证,才能保证基体与镀层的结合力。 2.低泡非离子表面活性剂
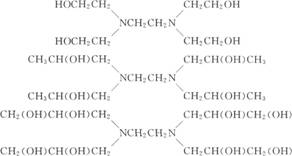
其中R1最好是少于Cl0带支链的烷烃,R2是碳数为6~8的低级脂肪醇,是n<10、m=2~3的聚醚嵌段共聚物,还可以采用有支链的低碳醇(C6~C8)的磺酸盐阴离子表面活性剂。最好是两种或三种非离子型、阴离子型复配制成,以提高电解脱脂效果。 3.脂肪胺与环氧乙烷的加成物 传统的阳极电解清洗金属表面时,常单独使用苛性碱、硅酸盐、碳酸盐、磷酸盐、聚磷酸盐等碱性物质。或者将这些碱性物质和氰化钠、EDTA、葡萄糖酸钠、三乙醇胺、甘露糖醇、山梨糖醇等络合剂并用来作为电解液使用。其中使用氰化钠时,从性能上说洗涤能力好,但因其剧毒性,且处理废水费用高,现在根本不可能使用氰化物。另外和EDTA、葡萄糖酸钠、山梨糖醇等羧酸盐或多价醇等并用时,无毒是其优点,但洗净性能不好。 在氨基醇中,乙醇胺、二乙醇胺,洗净性能差,但三乙醇胺、三异丙醇胺等洗净性能比较好,但这类化合物和金属离子形成的络合物稳定性常数太大,且易溶千水,最后处理废水时除去重金属很困难。 为兼顾洗净和废水易处理,选用脂肪族胺中氮原子上的活性氢和l~5mol的环氧乙烷加成得到的氨基醇类与作为导电剂的碱性化合物相配合。就可发挥优良的电解洗净效果,废水处理也比较容易。它们的基本组成如下。 ①无机碱金属盐35~50g/L。 ②脂肪族胺的活性氢和l~5mol环氧乙烷化合物起加成物的氨基乙醇lg/L,脂肪族胺有乙二胺、二乙烯三胺、三乙烯四胺,环氧加成剂选用环氧乙烷最好,其次是环氧氯丙烷。 使用乙二胺时生成:
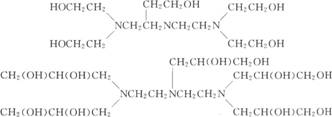
使用二乙烯三胺时生成:
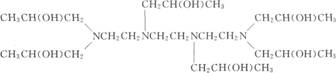
使用三乙烯四胺时生成:
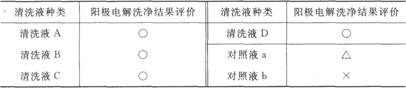
作为无机碱和盐类,常将苛性钠、硅酸盐、碳酸盐、磷酸盐、多聚磷酸盐等混合使用。需要使用一种或两种山梨糖醇、甘露糖酸等。使用电解清洗液进行阳极电解处理时,电解液中无机碱金属和氨基醇的总浓度为l0~200g/L,而且要将溶液的pH值提高至10以上的高碱性。但在高碱性领域内我们认为氨基醇和金属表面的金属氧化物形成络合物从金属表面溶解下来的同时,污染物也被溶解到溶液中。使用该清洗液洗净被处理物后的废水,将pH值调至6~9时重金属离子的络合物稳定性降低,成为氢氧化物沉淀达到分离除去的目的。总之使用该种清洗液比过去的清洗剂适用电流密度范围宽,处理后废液中的重金属离子也易除去。 实例l.在1mol乙二胺和l0mol水的混合液中加入4mol环氧乙烷,使反应生成50g/L氨基乙醇,再加入氢氧化钠50g/L,配成清洗液,称为清洗液A。 实例2.在1mol乙二胺中加入环氧乙烷4mol,得到30g/L氨基乙醇,相应于此时加入偏硅酸钠30g/L和氢氧化钠30g/L,配成清洗液,称为清洗液B。 实例3.在二乙烯三胺lmol和水6mol的混合液中加入缩水甘油5mol,使其反应,得到氨基乙醇30g/L,加入30g/L双脱水山梨糖醇和氢氧化钠50g/L,配成清洗液,称为清洗液c。 实例4.在试剂二乙烯三胺的氨基乙醇反应物20g/L中加入10g/L磷酸三钠和30g/L氢氧化钠,配成清洗液D。 另外为了进行对照试验,配制了如下清洗液: a.乙醇酸钠 50g/L 氢氧化钠 50g/L b.清洗液EDTA 50g/L 氢氧化钠 50g/L 分别取上述清洗液250mL分别置于电解容器中,试验片是钢板60℃浸入10%H2S04中生成的黑色污物为阳极、铁板作阴极,温度50℃,时间lmin,电流2A进行清洗试验,结果见表6-11。 表6-11 添加氨基醇类阳极电解效果表
注:○表示污物完全除去;△表示污物部分除去。 试验结果是以试验后的试验片用肉眼观察,并用滤纸法作定性评价。 |