(上海梅山钢铁股份有限公司冷轧厂,江苏南京210039) 摘要:介绍了不溶性阳极电镀锡线中锡溶解系统的结构功能和控制原理,重点分析了锡溶解系统工作原理,并提出了实际应用中常见故障及处理方法。实践表明,为了控制好锡粒的溶解反应,降低吨钢锡耗量,今后需对网板或者罐体结构做进一步的优化。 关键词:电镀锡;锡溶解系统;不溶性阳极 传统的电镀锡方法有不溶性阳极、可溶性阳极之分。可溶性阳极电镀锡方法的缺点是带钢在宽度方向的镀层均匀性控制不好,阳极的维护劳动强度大,现在可溶性阳极逐渐为不溶性阳极所取代。不溶性阳极电镀锡方法是将钛合金极板表面镀上约15μm的铂或氧化钇金属,安装在带钢的两侧,与整流器阳极相连接。电镀过程中,Sn2+在直流电流的作用下,得到电子变成金属锡原子而沉积在阴极带钢表面上,电镀液中的锡离子通过外部不断输入,即通过锡溶解槽来提供。上海梅山钢铁股份有限公司1420冷轧电镀锡机组采用的是不溶性阳极电镀锡方法,因此它需要有独立的锡溶解系统以补充由于镀锡而消耗的锡离子。 1·锡溶解系统的结构功能 锡溶解系统主要是由锡溶解槽、沉淀槽和循环泵及配管等组成,如图1所示。锡溶解槽上方有加锡装置,打开锡粒投入阀,将一定量的锡粒(直径为2~3 mm)投入锡溶解槽,然后由供液泵(PC-12)将电镀循环槽内的电镀液打入一定量到溶解槽,再打开氧气供应阀门,供应一定量的氧气,则金属锡粒在槽内网板上进行反应,生成Sn2+。溶解好的溶液经溢流口到沉淀槽内,在沉淀槽内经三级沉淀溢流到电镀循环罐内,补充锡离子,从而保证了电镀液中Sn2+浓度的稳定,维持一定的工艺条件。
锡溶解系统的结构特点是: (1)用小直径的金属锡粒增加反应面积; (2)罐体下部装有多孔网板隔开锡粒,形成固液流动层以增加溶解氧的移动速度; (3)密闭型罐体,通过循环泵(PC-13)打循环和调节自动阀(PVC-1312)的开口度,溶解罐内形成高压流动层。 2·锡溶解系统的控制 锡溶解系统是通过建立氧气流量、吹氧时间与Sn2+浓度间的平衡比例关系,在稳定的压力、流量、温度、液位等条件下,控制氧气量而达到稳定供Sn2+目的。 (1)氧气流量控制 锡离子浓度分析仪检测的Sn2+含量信号被送入PLC并存储。同时,来自锡离子控制功能的信号被送入氧气流量控制计FE-1311。控制器输出连续信号,以操作氧气流量控制阀FCV-1311。 (2)压力控制 压力计PT-1312:锡溶解罐内的压力通过此远程密封型压力变送器检测,并将信号送入PLC。控制器输出连续信号,以操作循环管道上的自动阀PVC-1312。 (3)差压测量 压差计PT-1313:锡溶解罐内的差压通过此远程密封型差压变送器测量,并将信号送入PLC。 (4)网板差压测量 压差计PT-1314:锡溶解罐内网板差压通过此远程密封型差压变送器测量,并将信号送入PLC。 (5)循环流量测量 流量计FT-1315:流量速度通过此电磁型流量计检测,并将信号送入PLC。 (6)温度测量 温度计TE-1316:锡溶解罐内的温度通过此热电阻检测,并将信号送入PLC。温度过高时,氧气安全阀XV-1311将关闭。 (7)液位检测 液位计LE-1317:锡溶解罐的液位通过此电容式液位计测量。报警信号被送入报警显示盘(PLC)。 3·锡溶解系统工作原理 3.1锡溶解原理 锡粒在电镀液中的溶解速度非常缓慢,需要通入氧气,以加快反应速度。其反应式如下:
根据此方程式,溶解1 kg锡所需要的氧气量为94 L,由于氧气的有效利用率只有70%左右,因此实际氧气消耗量约134 L/kg。氧气的供应量不能太小,也不能过多。供应过量的氧气,则有可能使Sn2+继续氧化,生成Sn4+,即发生反应: Sn+O2→SnO2(2) 3.2锡溶解罐内的重量测定原理 锡溶解罐内锡粒的重量测定采用的是动态重量测定法则,即在溶液稳定流动条件下建立锡的填充量与槽内压差间的对应关系,通过槽内压差计显示的数据推算出槽内锡粒的重量,有A,B,C3种模式。 模式A锡溶解槽静止时,如图2所示。
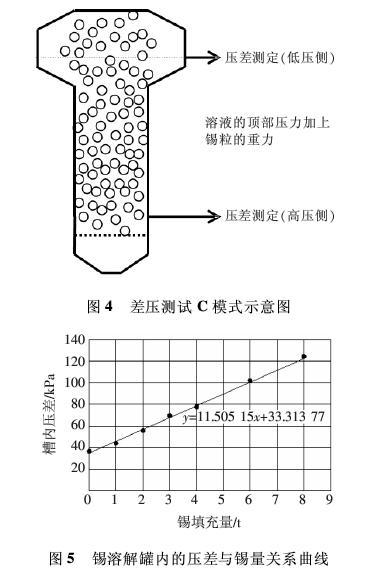
模式B锡溶解槽运行时,如图3所示。如果锡粒是搅拌着的,锡粒的填充量是能作为压差测定出来的。即便是锡溶解槽的内压产生变化,差压也是不会变化的,如表1所示。模式C锡溶解槽运行(不稳定)时,如图4所示。
高位填充时,锡粒如果超过低压侧的测定位置而被搅拌的话,实际的锡粒重量作为压差不被测定出来,而在较低位置上被推移下去。 锡粒因搅拌而产生散乱的话,压差测定值也会变得不稳定。 将表1中溶解罐内锡粒填充量(x)与槽内压差(y)数据之间的关系用曲线表示,如图5所示,可以列出它们之间的函数关系式为 y=11.505 15x+33.313 77(3) 将式(3)输入PLC,通过压差计PT-1313显示的压力值可以计算出罐体内锡粒的重量。锡粒重量控制在5.5~6 t之间,低于5.5 t时就打开锡粒投入阀。
3.3锡离子浓度控制原理 为了保持电镀循环槽内锡离子浓度稳定,需要控制锡溶解反应速度,由式(1)可知,控制氧气流量就可以控制锡的溶解速度。氧气流量的大小则由电镀整流器的电流量和溶液中的锡离子浓度来决定。 (1)吹氧方法 氧气的控制模式有3种:两种自动模式,一种手动模式。第1种自动模式是根据电镀电流值和锡离子浓度值来共同控制;第2种自动模式是电镀电流控制发生故障时,采用锡离子浓度直接控制;第3种模式则是采用完全手动的方式,根据检化验的Sn2+浓度手动控制氧气量。 梅钢电镀锡机组采用的是第1种模式与第3种模式相结合的方法。 (2)吹氧效率 η=槽体内锡粒减少量(kg)×94/{吹氧流量(L/min)×时间(min)}×100%式中,η为为吹氧效率(氧气使用效率),一般情况下按80%计算,网板堵塞后,吹氧效率会降低。 (3)氧气流量控制 第1步先根据机组速度、带钢宽度、两面镀锡量之和计算吹氧流量:吹氧流量(m3/min)=电镀电流(A)×K(常数)/η(4)式中,电镀电流为上下表面合计值,5 kA以下场合应判定为零;K=118.7/2÷96 500×9.44×10-5×60×0.95=3.309×10-6(根据电化学知识推导)。 第2步根据锡离子浓度检化验结果,上调或下调吹氧流量: 上调或下调吹氧量(L/min)={Sn2+目标浓度(g/L)-当前检化验Sn2+浓度(g/L)}×镀液总体积(m3)×94/(η×T)式中,T为Sn2+浓度检化验间隔时间,一般120min。 3.4锡粒沉淀原理及能力 锡粒采用的是三级溢流沉淀原理,沉淀槽槽内分割成3个区间(如图6所示),将锡溶解罐供给的溶液逐级溢流沉淀,沉淀后的锡粒供给到过滤器,高位溢流的溶液供给到电镀循环罐,补充锡离子。
假设沉淀槽的宽度为W,长度为L,高度为H,溶液流量为Q,溶液沉淀速度为u,根据流体力学知识可以列出方程式:
所以,沉淀槽能沉淀分离出直径ds≥0.037 mm的锡粒。 4·常见故障及处理方法 4.1网板变形 锡溶解罐内多孔小网板容易变形———中间鼓起来,造成变形的网板与下面网板之间孔隙较大,时间一长,中间堆满的锡泥堵住了网板孔,造成循环溶液及氧气流动不均匀,产生了几个方面的问题: (1)供氧效率低,锡耗量高。从锡溶解罐底部往上面流动的氧气不均匀,造成部份锡粒过氧化,生成SnO2,锡泥量较多,锡耗量大。 (2)槽内压差不准确,加锡量控制不好。循环溶液流动不均匀,影响槽内压差计PT-1313显示结果,通过公式计算的锡填充量就不准。处理故障的办法:定期清理、更换网板,一般清洗周期不能超过2个月,选择高强度、耐腐蚀的材料作为网板材料,或者优化网板的结构。 4.2泄漏 槽体及管道密封腐蚀、损坏或者阀体被击穿而漏液。目前,锡溶解液市场价位约10万元/m3,漏液造成的损失不可估量。 处理故障的方法是:选择耐高温、耐腐蚀、耐高压的材料作为密封或阀体材料,并定期更换密封、阀体。另外,锡溶解罐衬胶层两年以内就会老化,要定期更换锡溶解罐。 5·总结 全不溶性阳极锡溶解系统基本上是一种氧化性反应,并不能防止生成Sn4+。从应用结果来看,至少有投入锡量的3%变成了锡泥而损耗,特别是网板堵住后,锡泥量更高。所以,为了控制好锡粒的溶解反应,降低吨钢锡耗量,今后要进一步优化网板或者罐体结构,这是待攻关的技术课题。 参考文献: [1]齎藤隆穗,柳长福.电镀锡线全不溶性阳极技术的开发和应用[J].武钢技术,1992(6):50-56.[编辑:牛巍] |