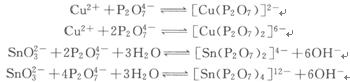
(1)主盐浓度的影响 镀液中的主盐是由二价铜盐和锡酸盐组成。在生产中使用的铜盐多为焦磷酸铜,由于铜的电极电位较正,而且焦磷酸根对铜离子的络合能力并不很强,所以随着镀液中铜离子浓度的增加,镀层中铜的含量也会明显增加,因此这种镀液目前为止只用于含锡量低的铜锡合金中,也就是低锡青铜电镀。镀液中锡酸钠的含量对镀层中含锡量的影响并不显著,但在生产中为得到具有一定含锡量的合金镀层,往往将镀液中的锡酸钠含量控制在较高的范围。如在镀液金属铜为8~12g/L,金属锡为25~35g/L,镀液中的铜/锡的比值一般为l:(2~3)。 (2)焦磷酸盐浓度的影响 焦磷酸根对二价铜和四价锡都有一定的络合能力,它们的络合反应如下:
当电解液pH值较高时,上述络合物中配位数较高的络离子内配位体中部分焦磷酸根易被0H一所取代,分别形成[Cu(P207)(OH)]3一和[sn(P207)2(OH)2]6-。因此,铜或锡络离子在溶液中的主要存在形式应由溶液中的焦磷酸盐浓度和镀液的pH值来确定。由于[Cu(P207)2]6-和SnO32-电极电位相差较大{φ[Cu(P207)2]6-/Cu=-0.044V,φSnO32-/Sn=-0.92V};镀液中的焦磷酸盐含量较低时,镀层中含锡量也非常低。试验结果表明,在碱性锡酸盐镀液中加入一定量的焦磷酸盐可以使锡的析出电位变正,因此焦磷酸根的加入使锡的放电络离子发生了变化,放电离子已不再是SnO32-,而可能变为比SnO32-容易放电的[Sn(P207)2(OH)2]6-或[Sn(P207)2]4-。焦磷酸根的上述反应有利于铜和锡的共同沉积。因此,在镀液中应保持足够量的焦磷酸盐浓度。在生产中,
(3)酒石酸钾钠的影响 酒石酸钾钠是辅助络合剂,它可以防止锡酸盐的水解,预防产生氢氧化铜沉淀,还可以使阳极溶解正常。酒石酸根对二价铜和四价锡的络合能力都比较强,因而放电金属离子的络合状态也变得更加复杂。然而酒石酸钾钠在镀液中的含量一般都比较少,因此它不可能作为主络合剂。镀液中酒石酸钾钠含量不宜过多,一般不超过30g/L,如果超过30g/L,会使镀层发脆。 (4)硝酸钾的影响 硝酸钾的作用是作为去极化剂。镀液中加入硝酸钾时,阴极极化会明显降低,这将有利于提高阴极电流密度上限。如果镀液中不含有硝酸钾时,电流密度范围会比较窄,高电流密度区会出现“烧焦”现象。当加入硝酸钾后,使用电流密度范围会明显增加。硝酸根的这种作用还会对提高镀层中锡含量有一定帮助。因为在该体系镀液中,提高阴极电流密度一般会使镀层中电位较负金属的含量增加。硝酸根之所以对阴极过程有影响主要是因为它本身参加还原反应。在碱性溶液中,硝酸根的还原反应如下: NO3-+H20+2e——NO2-+20H一(φ一=0.01V) 因此这种镀液的阴极电流效率较低。一般为45%~55%之间。 (5)添加剂的影响 在镀液中加入一定量的明胶可使镀层结晶细致,外观色泽均匀。明胶对镀层组成也有一定的影响,一般会使镀层中含锡量增加,但是如果明胶含量过多,会使镀层发脆。其含量一般为0.Ol~O.03g/L。 (6)pH值的影响 镀液pH的变化影响放电金属离子的络合状态和络合能力,从而改变金属的析出电位。实践表明,提高镀液pH值有利于增加镀层中锡的含量。有两种解释方法。 ①随着pH值的升高,[Sn(P207)4]12-向[Sn(P207)2(0H)2]6-转化,后者比前者容易放电,所以镀层中含锡量增加。 ②pH值的变化也改变了铜的络合状态,可能使之转化为更难于放电的络离子,或pH值升高,使氢氧化铜沉淀的可能性增加,因而使镀层中铜的含量相对减少。 在生产中,镀液的pH值通常维持在11左右,如超过这个值时,镀液中容易生成Cu(OH)2沉淀,使镀液产生浑浊现象。另外,镀层外观色泽也由淡黄色变为紫色,严重时还会变为紫黑色。调节pH值时,可用氢氧化钠和焦磷酸来调整。当硝酸根或酒石酸根浓度偏低时,可用硝酸或酒石酸来调节pH值。 (7)电流密度的影响 阴极电流密度对合金组成影响较大。提高电流密度。可使镀层中锡的含量增加。因此,生产中通常将提高电流密度作为增加镀层中含锡量的一种手段,但采用大的电流密度时,应采取适当措施来防止高电流密度区发生“烧焦”。如在升高电流密度的同时,提高镀液温度,增加搅拌,保持适量的硝酸根含量等,都可以使电流密度的上限有所提高,因此有利于使用较大电流密度进行生产。在生产中阴极电流密度一般控制在2--3A/dm2。 (8)温度的影响 升高温度可使电流密度上限提高,有利于镀层中锡的含量增加,但是温度对铜的析出电位也有影响。当镀液温度较高时,铜的析出电位变正,因而铜的析出容易,这又促使镀层中的含铜量相对增加。另外,镀液温度过高,还会加速焦磷酸盐的水解。因此,生产中镀液温度控制在35~40℃范围内。 (9)搅拌的影响 增加搅拌可以提高电流密度的上限。采用大的电流密度有助于增加镀层中锡的含量,同时,搅拌也可以使镀层中铜的含量有所提高,因此在焦磷酸一锡酸盐铜锡合金电解液中需采用搅拌。搅拌的方式有:空气搅拌,阴极移动,循环过滤等。但不论采用哪种搅拌方式,搅拌的强度都不宜太强。因为强烈搅拌反而会使镀层中锡的含量下降。如采用阴极移动,移动的速度为8~10次/min,行程为6~10cm较为适宜。 (10)阳极 焦磷酸一锡酸盐镀液镀低锡青铜使用的阳极为含锡6%、含铜94%的青铜合金阳极。这种阳极溶解速度快而且溶解也比较均匀。溶解后的阳极泥渣也较少。如果单独使用此类阳极,由于该体系镀液的阴极效率只有50%左右,所以采用小面积阳极,尽可能使阴极和阳极效率趋于一致,阴极和阳极面积比一般为1;(0.3~0.5)。在生产中为使镀件表面电流分布均匀,常采用可溶性阳极和不溶性阳极混合使用法,不溶性阳极可采用含锡l5%左右的青铜,此类阳极在电解过程中基本不溶解。阳极上的反应主要是析出氧气的反应。在该镀液中,析出氧气的反应不仅能使阴、阳极效率趋于一致,而且还有助于二价锡氧化为四价锡及硝酸根的还原产物重新氧化,也有利于铜粉的溶解。铜粉主要产生于阳极的不完全溶解,在生产中,为防止铜粉对镀层质量的影响,常采用下列措施: ①采用微孔聚氯乙烯阳极隔膜; ②定期过滤或连续过滤镀液; ③定期用双氧水溶解铜粉。
|