退膜 干膜在图形电镀结束后就完成其使命,需从印制板面上除去,退膜对图像质量有很大影响,退膜用的氢氧化钠溶液对铜、锡或锡铅合金都会产生浸蚀作用,如果溶液浓度过高、退膜时间过长,就会造成抗蚀金属受浸蚀而变薄,蚀刻后易出现断路现象,同时被浸蚀的金属可能会附在铜面上,蚀刻时出现残铜。因此,要严格掌握退膜参数。
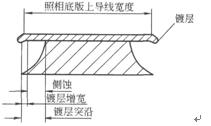
碱性蚀刻 在蚀刻过程中影响图像精度的主要是侧蚀,侧蚀是指发生在抗蚀剂层下面印制导线侧壁的腐蚀,见示意图1。通常用蚀刻系数的高低衡量侧蚀程度,蚀刻系数一导线厚度/侧蚀量。蚀刻系数应大于l。蚀刻系数大,侧蚀现象
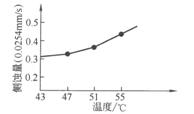
图1蚀刻故障示意 轻微;蚀刻系数小,侧蚀现象严重。考虑到印制板图像和导线的精度,应该尽量减少侧蚀现象。在蚀刻过程中应注意以下几个问题:侧蚀系数越高则侧蚀量越小。在印制板蚀刻操作中,希望有较高的蚀刻系数,尤其是高密度的精细导线印制板更是如此。 侧蚀量应从以下几点进行控制: ①蚀刻液的碱度(pH值)。pH值较高时,侧蚀量增大,控制pH值在8.5以下可有效减少侧蚀量。 ②蚀刻液的密度。密度太低会加重侧蚀现象,应控制在18~2°4Bé,铜含量控制在135~165g/L之间。 ③蚀刻温度。蚀刻速率随温度的升高而加快,温度低于40℃时蚀刻速率很慢,侧蚀量增大,温度达60℃以上时,氨的挥发量增加导致蚀刻液组分失调,所以蚀刻液蚀刻温度应控制在45~55℃,侧蚀量与温度关系见图2。 ④铜箔厚度。铜箔尽量采用薄的,以缩短蚀刻时间减少侧蚀量。 ⑤在允许的情况下,光绘图像时适当加宽线条来弥补
图2侧蚀量与温度的关系 侧蚀量。 ⑥严格控制蚀刻时间,避免时间过长造成严重侧蚀。 ⑦溶液应定期分析和及时调整,保持蚀刻液在恒定状态下工作。 ⑧采用喷淋式蚀刻效果较好。 ⑨在允许的情况下,尽量选用薄铜箔印制板,有利于控制侧蚀。 以上几条如果能控制在最佳范围,就可以得到比较满意的蚀刻质量。 |