1.镀镍层表面针孔
镀镍层(包括电镀镍和化学镀镍)表面出现针孔是镀镍中最常见的故障之一,对于镀镍层来说,有针孔就不能有效的防护基体材料,环境中的水分子或其他腐蚀介质就会通过镀层针孔发生腐蚀(图4-1)。针孔大多是镀镍过程中气体(氢气)在镀件表面上停留造成的。针孔既属于麻点,但又不同于麻点,它像流星一样,往往带有向上的"尾巴",而麻点仅仅是镀层上微小的凹坑,一般没有向上的"尾巴",针孔有深有浅,有人把针孔分为三种类型:①基体缺陷型(非圆形凹孔),与基体材料表面缺陷状态有关;②氢气析出型(蝌蚪式针孔),是零件表面析氢痕迹造成的;③氢气停留型(针孔较大,像无柄的梨),是阴极析出氢气停留造成的,一般是镀镍液中表面活性剂太少的原因。
图4-1镀镍层表面出现的针孔
造成镀镍层表面针孔原因主要有:零件镀前处理不良,镀液中有油或有机杂质过多,镀液中含有固体微粒,镀液中没有加防针孔剂或防针孔剂太少,镀液中铁等杂质过多,镀液的pH值太高或阴极电流密度过大,镀液中硼酸含量太少和镀液温度太低等。这些因素都有可能导致镀镍层表面产生针孔缺陷。
由于不同原因引起的针孔现象略有不同,所以在分析故障时,首先要观察故障现象。如镀前处理不良,它仅仅使镀件局部表面上的油或锈未彻底除去,造成这些部位上气体容易停留而产生针孔,所以这种因素造成的针孔现象是局部密集的,无规则的;镀液中有油或有机杂质过多引起的针孔往往出现在零件的向下面和挂具上部的零件上;镀液中固体微粒产生的镀镍层针孔较多出现在零件的向上面;镀液中防针孔剂太少造成的针孔在零件的各个部位都有;镀液中铁杂质过多、pH值过高和阴极电流密度较大引起的针孔较多地出现在零件的尖端和边缘(即高电流密度处),硼酸含量太少产生的针孔较多地出现在零件的下部,镪液温度过低造成的针孔是稀少的,在零件的各个部位都有可能出现。硼酸作为镀镍液中的缓冲剂,含量过低时pH值容易升高,导致形成金属氢氧化物或碱式盐夹杂于镀镍层内,从而使镀层产生针孔、粗糙和发雾等故障,所以镀镍液中硼酸含量,一般不应低于309/L。
通过观察镀镍故障现象,初步判断造成镀镍层针孔的部分原因,然后再进一步试验验证。如零件的局部表面上有密集的针孔,从现象来看,好像是前处理不良造成的,那么究竟是不是这个原因,可以取一些零件,进行专门的、良好的前处理,然后直接镀镍,假使经这样处理后所得的镀层上没有针孔,那么原来的针孔就是镀前处理不良造成的,否则就是其他方面的原因。镀液的温度、pH值和阴极电流密度,比较容易检查,所以可首先进行检查和纠正。镀液中是否缺少防针孔剂(如十二烷基硫酸钠),可以向镀镍液中加入0.059/L十二烷基硫酸钠后进行试验,若加入后所得的镀镍层表面针孔现象没有改善,.那就不是缺少十二烷基硫酸钠,可能是镀液中的杂质或硼酸太少引起的。总之可以通过小试验进行故障原因的分析和排除,然后按小试验所得结果进行故障纠正。
用一个电镀镍针孔故障排除的实际例子看故障分析,一条光亮电镀生产线,技术要求很高,除常规镜面外观之外,基本上不能有明显的、肉眼可见的针孔。其电镀工艺流程为:
超声波除蜡→化学除油→电解除油→氰化镀铜→光亮镀镍→镀金钴合金。
有一段时间,该生产线光亮镍槽出现了较为严重的针孔,零件平面和其他部位出现了明显的针孔,前后持续了近2个月,造成待镀零件大量积压,经过分析,可能产生的原因包括:①可能是镀液中金属杂质Cu2+、Fe2+等过多;②镀液中有机杂质可能过多或镀液中混入油污;③镀液或者清洗水质存在问题;④压缩空气搅拌可能受到污染;⑤镀液过滤机滤芯中带有杂质;⑥镍阳极中杂质含量高的影响;⑦镀液中硫酸镍、氯化镍和硼酸等成分中含有杂质;⑧镀液使用的光亮剂有问题等。
针对上述可能产生针孔的原因,逐一进行试验,如采取小电流电解处理和加双氧水氧化后调高镀液的pH值,使形成Fe(OH)3沉淀除去杂质。加人"除杂水"、"除铁粉"和"除铜粉"等去除镀液杂质。采用"双氧水+活性炭"、"高锰酸钾+活性炭"和"单宁酸+活性炭"的处理方法去除镀液中的有机杂质和油污。严格控制镀液用去离子水水质和清洗用水水质。采用阴极移动,清理压缩空气泵的油水分离器,换用过滤机滤芯、更换镍阳极、用分析纯试剂配置镀液、改换镀镍光亮剂等。尽管采取了一一排除试验,但均未奏效,试验结果表明零件仍然出现针孔。
实际上对于光亮镍镀层表面针孔出现的原因,可以采取的措施很多,但忽略了引起镀层针孔故障的最大原因--镀液中的湿润剂(防针孔剂)是否合适,因为镀镍液中湿润剂的效果不好或是用量不足,都有可能引起镀镍层表面出现针孔,检查发现原来所用的湿润剂是比较好的产品,在发生针孔故障前改用了其他新产品,结果出现了湿润剂引起的针孔问题。当重新加入原湿润剂后,镀层表面的针孔马上好转。所以保持镀液中湿润剂的质量和含量是光亮镀镍零件是否出现针孔的一个重要因素。
通常十二烷基硫酸钠是早期常用的润湿剂,泡沫较多,不适合空气搅拌。目前市场上提供的低泡润湿剂--防针孔剂,是结构中有支链的异辛醇磺化产物,润湿性能较好。
除了溶液中润湿剂成分引起镀镍层针孔故障之外,镀液中铁杂质离子在零件电镀时析氢造成局部pH值升高出现氢氧化物沉淀而造成针孔故障。其特点表现为在低电流密度时没有出现针孔,针孔大多出现在高电流密度区。这主要是因为:
Fe3++3H2O→Fe(OH)3↓+3H+ Fe2++2H2O→Fe(OH)2↓+2H+ 而且在阴极零件上存在: Ni2++2e→Ni Fe2++2e→Fe 2H2O+2e→H2↑+2OH-
在高电流密度区会出现由上述反应较快引起局部表面pH值升高,使形成Fe(OH)3,此产物有助于电镀过程中氢气泡在零件表面的停留,为表面针孔的出现提供了较多的机会。那么一个长期进行铜件电镀的镀镍槽哪来的铁离子杂质呢?后来检查发现是镀槽内加热管的材料更改所至,原来一周前电加热的钛管被烧坏了,用不锈钢加热管来代替,且此不锈钢管与原加热管尺寸不符,电工将之固定在阳极杆上,在电镀时不锈钢加热管就出现了铁的溶解:
Fe-2e→Fe2+ Fe-3e→Fe3+
即使不通电仍有可能发生如下反应:
2Fe+6H+→2Fe3++3H2↑
这就是pH值会略有上升的原因。经过几天的生产,溶液中铁离子自然会大量升高了。
问题找出后,立即将不锈钢加热管更换掉,并且对污染镀镍液采取:将镀液pH值调至5.5后搅拌30min,趁热过滤,除去镀液中的Fe3+;再在镀液中加入29/L柠檬酸钠和0.59/L甘露醇,将镀液按镍铁合金电镀的方法进行电镀处理,使得镀镍层表面针孔故障消失。
2.镀层结合力不好引发的镀镍层起泡和脱落
镀镍层出现起泡和脱皮也是镀镍常见的故障之一,产生镀镍层与基体结合力不好的原因主要有:镀前处理不良(零件表面有油、氧化物等);清洗水中有油或有六价铬污染;酸活化液中有铜、铅杂质;镀镍过程中产生双性电极或断电时间过长;镀液中硼酸含量少、铁杂质多、镀液pH值高、或油、有机夹杂或光亮剂过多等。这些都会影响到镀镍层与基体的结合强度。
实际分析镀镍故障时,要先观察电镀故障的现象特征。如前处理不良造成的镀镍层结合力差,这种情况是时有时无,无规则出现在电镀零件的局部位置上;酸活化液中有铜、铅杂质时,在钢铁零件表面上,容易形成疏松的置换层,这样造成的结合不良多是发生在整个零件表面;双性电极造成的结合力差总是有规则地发生在某个确定的位置上,而且总是一个部位的结合力不好,另一个部位的结合力好;镀镍过程中断电时间过长也会引起镀镍层的结合力下降,虽然也是出现在整个零件的表面上,但它是发生在镍层与镍层之间(图4-2);镀液中硼酸少、铁杂质多、有机杂质多,光亮剂多或pH值高造成的结合力不好较多地发生在零件的尖端和边缘;镀液中有油较多地发生在挂具上部的零件上。
从观察故障现象特征中可以得出初步结论,再根据这个结论有意识地去做试验。若认为故障的原因可能是镀前处理不良造成的,那就用加强镀前处理的方法进行对比试验;若认为可能是酸活化液中有铜、铅杂质的影响,就用新的酸活化液进行对比试验;如果认为是双性电极造成的结合故障,可在带电出槽、带电人槽方面进行试验,并使所有零件导电接触方面进行试验;若怀疑镀液中的硼酸含量不正常,可以分析镀液成分,通过霍耳槽等方法检查镀液中铁杂质、光亮剂、有机夹杂等是否影响到镀镍层的结合。
当这些故障一一试验,并且在确定了电镀镍结合差的故障原因后,就可以采取相应的方法进行调整,恢复镀镍层达到正常质量要求。
3.镀镍层表面粗糙和起毛刺
某车圈厂零件电镀光亮镍层(使用891镀镍光亮剂)表面出现毛刺,造成车圈表面粗糙度增加。粗糙就是镀层表面细小的"凸粒",大而尖锐的"凸粒"
图4-2半光亮Ni与光亮Ni层间剥离断面照片
就是毛刺。分析发现这种故障与以下几个因素有关:①镀前零件表面就比较粗糙;②前处理不良,零件入槽前表面有固体颗粒吸附;③镀镍液由于化工原.料不纯、过滤系统发生故障、零件落人槽内没有及时捞出而溶解等含有机无机杂质,造成镀液浑浊;④溶液中氯离子含量过高,镍阳极溶解太快产生大量阳极泥渣;⑤阴极电流密度太大;⑥镀液pH值过高,引起镀镍层表面毛刺,包括出现碱式镍盐沉淀引起和溶液中十二烷基硫酸钠与Ni2+反应生成不溶性的化合物沉淀引起。
根据上述可能发生这种故障的原因,逐条进行分析和试验,再进行溶液杂质分析,处理镀液,调整阴极电流密度等措施后,均没有消除这种镀层表面毛刺的故障,检查镀液的pH值发现,pH值过高造成的镀层粗糙和毛刺。因为在镀镍过程中,在零件上除了沉积镍离子外,还有氢的析出,使零件附近溶液的氢离子浓度降低,从而导致阴极扩散层的pH值比镀液主体高,就容易析出碱式镍盐,使得镀层出现毛刺。调整镀液的pH值到3.5~4后,镀镍层的粗糙和毛刺现象就消除了。
镀层粗糙有的时候是外部环境因素造成的,如空气中的灰尘,抛光、磨光中的微粒带入溶液等;有的时候是从溶液内部产生的,如阳极袋破裂使阳极泥渣进入溶液;溶液中氯化物过多使阳极溶解过快,也会有小颗粒的镍从阳极转入溶液;掉入溶液中的铁零件发生溶解,铁离子进入溶液,并在较高的pH值下形成氢氧化物沉淀夹附到镀层中;补充原料时未充分溶解,也会带进一些微粒;镀液中镍含量太高,也会导致镀层粗糙等。
因此,在镀镍工艺中要非常注意镀液的过滤镀液,而且要在过滤除去固体微粒的同时,还应注意消除固体微粒的来源,否则固体颗粒会重新进入镀液,再度引起电镀层粗糙、毛刺等故障。
另外,镀液中氯化物含量过高会使镀镍层产生毛刺。这是因为在此情况下阳极溶解较快,有一些金属镍以小颗粒的形式脱离阳极板进入镀液,与镍离子一起共沉积于镀层中而引起的。出现这种现象时,可以增加镍阳极袋的层数,用二层或三层涤纶布包扎镍阳极,从而减缓或消除镀层毛刺的出现。
镀液中硫酸镍含量低时,镀镍层的光亮性和整平性变差,有时加入光亮剂的镀镍工艺,会使零件的深凹处(即低电流密度处)镀层不光亮。所以光亮镀镍液中,硫酸镍含量(吊镀)一般不低于2509/L。
硫酸镍含量高时,镀镍层的光亮性和整平性好,阴极电流密度上限和阴极电流效率高,沉积速度快,但含量过高,镀镍层粗糙,所以硫酸镍的含量,一般不要超过3809/L。
4.镀镍层发花
引起镀镍层发花的原因有很多,如前处理不良,零件表面油污未彻底除净,清洗水表面有油膜,底镀层表面有有机物吸附膜,镀液中十二烷基硫酸钠和糖精含量太少,十二烷基硫酸钠或1,4一丁炔二醇质量不好,十二烷基硫酸钠和香豆素未溶解好,镀液pH值太高或镀液浑浊等都会使镀镍层发花。
要确定镀镍故障原因,假使故障起因于镀镍前,那么就应采用对比试验或跳越试验,检查底镀层是否有问题?清洗水中是否有油?镀前除油是否彻底?
倘若经过认真检查,确认故障起源于镀镍液,那就根据故障的现象和当时的情况,判断产生故障的可能原因,然后再针对可能的故障原因做一些试验。
如某电镀厂发现光亮镀镍零件刚镀出来很好,但镀镍零件放置1d后镀层就发花了。经分析发现镀件材料是马口铁,在镀镍前应当去除表面的原镀覆层,然后进行光亮镍电镀。而实际情况是没有将零件表面原镀覆层去除干净就进行了电镀镍。尽管当时没有出现什么问题,但放置ld后镀镍层就发花了。后来先用盐酸把工件上的镀覆层全部清除干净,然后再按原电镀光亮镍工艺进行施镀,结果镀镍层放置几天也没有出现发花的疵病。因此,在镀前必须认真了解镀件的材质和表面状态,并且对不同的材质采用不同的施镀工艺,确保获得获得满足要求的镀镍层。
在电镀生产中,零件的尖端和边缘镀镍层发花了,这时可能的原因是镀镍液中某种成分(如糖精)太少。根据这一判断,进行霍耳槽试验所得的阴极样板高电流密度区镀层发花(或发雾),则向溶液中加入适量的糖精后再做试验,如所得的样板镀层均匀光亮,发花(或发雾)现象消失,则故障就是镀镍液中糖精太少引起的;又如,当时生产中十二烷基硫酸钠已很久没有补充了,则可以直接向镀液中补充0.059/L的十二烷基硫酸钠后试镀,如果故障现象消失,表明原镀液中十二烷基硫酸钠少了,如果出现故障时,正好是使用一批新的十二烷基硫酸钠(或1,4一丁炔二醇),则就应用小试验确定这批新的十二烷基硫酸钠(或1,4一丁炔二醇)的质量是否有问题。
镀液成分的影响主要可以采取霍耳槽试验等逐渐添加就可以大致分析出故障的原因。
5.镀镍层起白斑
一家大型钢圈厂电镀光亮镍故障较为特殊,生产工艺流程为:化学除油→擦拭除油→水洗→水洗→水洗→浸l0%HCl水洗→水洗→水洗→氰化镀铜→回收→回收→水洗→水洗→浸5%H2S04→光亮镍→回收→回收→水洗→水洗→水洗→镀铬→回收→回收→水洗→水洗→水洗→烫干→人库包装。
在镀光亮镍后,钢圈的边缘出现不连续的白斑,镀铬后更为明显。有人认为是化学除油不净,于是把化学除油液重新配制,又增加了手工擦拭除油工序,但出白斑故障没有被排除。之后又认为是光亮镍镀液有机杂质过多,进行活性炭处理,故障还是没有被排除。后来对试镀的20支钢圈的工序跟踪检查,发现在浸5%硫酸活化液后进入光亮镍镀液lmin就出了白斑,因此,初步断定5%硫酸活化有问题,为进一步验证硫酸活化液,在硫酸活化后由原来直接进入光亮镍槽改为水洗后进入光亮镍槽,受镀1min后,钢圈出现整体出现白雾现象。试验证实了硫酸活化浓度不够,用波美计测得硫酸活化浓度为3%,调整到5%,检查光亮镍镀液温度为62℃,pH值为4.5。为增强光亮镍镀液的活化能力,把pH值调到3.8。经过调整,重新试镀,钢圈白斑现象全部消失。
分析故障的原因,发现该厂的电镀光亮镍工艺是高浓度的NiS04 2809/L~3009/L,温度在60℃~65℃,电流密度5A/dm2~6A/dm2,pH3.5~4.0,由于镀液温度高,氰化镀铜后若不带酸入光亮镍槽,铜镀层将发生氧化,而氧化的铜层镀光亮镍后会产生白雾。随着生产的连续进行,硫酸活化液浓度逐渐变低,光亮镍镀液pH值缓慢上升,活化能力也逐渐降低,在钢圈的边缘,由于光亮镍镀液温度较高,整体活化能力降低,铜层产生间断、不规则的氧化,随后在镀光亮镍时就出现了白斑,这是钢圈出现白斑的根本原因。虽然镀件把部分硫酸带人到光亮镍镀液中,但在光亮镍电解过程中,H+的析出,使镀液pH值缓慢上升,带入的H十正好补充电解中析出的H+。通过这个钢圈镀镍出白斑问题,说明严格控制光亮镍镀液温度(一般低于62℃),控制镀液的pH值(3.5~4.0),控制硼酸浓度在409/L~459/L,检查镀前的5%硫酸活化液浓度,适时补充硫酸等是非常重要的。
钢圈光亮镍白斑实际上就是常说的光亮镍白雾。产生白雾的原因很多,如硼酸含量不足,十二烷基硫酸钠添加不当或质量不好,糖精过多,除油不彻底等。上述介绍的钢圈光亮镍出白斑是一个特例,说明电镀生产中发生的故障都是在一定条件下才会产生的,要仔细分析,找出故障原因,才能从根本上排除故障。
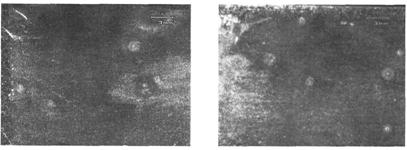
还有一个厂在电镀冷冲压工件时电镀镍表面出现了大面积白色斑点,严重影响产品外观。技术人员在对电镀前处理、电流密度、温度、pH值等进行了必要的调整后,未能解决问题,怀疑白斑为材质引起,通过对材料的化学成分及白斑点处成分进行相应的分析测试,才找出了故障原因。
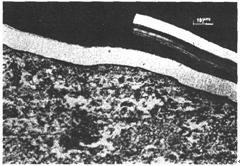
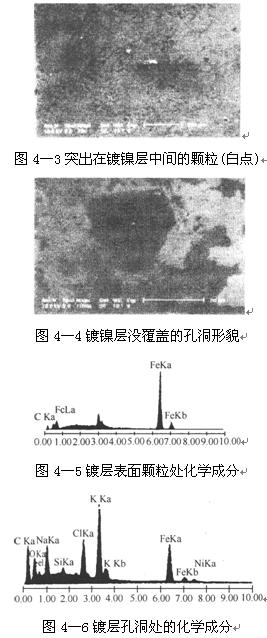
利用扫描电镜观察故障镀镍层的表面形貌,发现白色斑点有两类情况,一是突出在镀镍层中间的颗粒(图4-3),二是镀镍层表面有孔洞(图4-4),同时还测得表面颗粒处(图4-5)化学成分为C l.05%(质量分数),Fe 98.95%(质量分数),孔洞处(图4-6)的化学成分为:C 21.95%(质量分数),Fe 32.65%(质量分数),Ni 4.54%(质量分数)。说明白色斑点是一种高碳物,高碳物可能是热处理渗碳过程及电镀前处理时酸洗过度产生的。电镀零件在正常渗碳后表层的碳(主要是Fe3C)可达0.8%(质量分数)~1.2%(质量分数),突出在镀层表面的颗粒是由于清洗不彻底,使工件表面的颗粒掉入了镀液中,在电镀中由于搅拌作用,使这些游离于镀液中的颗粒与镍离子共沉积,得到镀层表面的白色斑点。
图4-5所示的镀层中的孔洞,也可能是前处理酸洗过程产生过腐蚀(表面脱碳)引起。用HCI(1:1)H2SO4(98%)50mL/L酸洗对高碳钢来说,则浓度太高,酸洗反应越剧烈,零件表面脱碳后,对其导电性和镀层的附着力就会有很大影响。镀层中的孔洞实际上是由于高碳部分导电性差(或附着力差),镀层覆盖不均匀造成的。采用超声波清洗,使渗碳后零件表面附着力差的颗粒在超声清洗中脱落下来,并及时对镀液进行过滤。另外降低酸洗液浓度、加入合适的缓蚀剂并适当控制酸洗的时间,避免零件表面过腐蚀。在采取上述措施后,该产品电镀镍层出白斑的问题得到了解决。
6.镀镍层发暗
镀镍层表面发暗也是常见的电镀故障之一,这种故障多数出现在低电流密度区电镀获得的镀镍层,偶尔也出现在中电流密度区或高电流密度区,低电流密度区镀镍层发暗可能是镀镍液的温度太高,阴极电流密度太小,硫酸镍浓度太低;l,4一丁炔二醇或其他次级光亮剂过多或镀液中有铜、锌杂质污染引起;中电流密度区镀镍层发暗可能是由于镀液中次级光亮剂太少,有机杂质过多或有一定量的铁杂质污染造成的;高电流密度区镀层发暗可能是镀液pH值太高,初级光亮剂太少或镀液中有少量的铬酸盐、磷酸盐及铅杂质污染引起。此外,镀前处理不良,镀件表面有碱膜或有机物吸附膜,或底镀层(氰化镀铜等)不好也会导致光亮镍镀层出现发暗现象。
可以取镀镍液做霍耳槽试验来分析这类电镀故障,对于低电流密度区出现的发暗现象,目前有的镀镍出现了比较好的走位剂,专门使得在低电流密度范围内获得光亮镀镍层。另外还可以观察霍耳槽试片的外观进行逐步分析,如果镀液成分所做的霍耳槽样板上镀镍层状况良好,没有出现发暗的现象,那么电镀时出现的故障,就有可能是镀前处理不良或底镀层不好造成的,应该认真检查电镀镍前的情况。若霍耳槽试验所得的阴极样板上出现低电流密度区镀层发暗,则可以根据前面提到的可能原因进行试验确定,或者加入合适的走位剂成分最后排除这种电镀故障。 中、高电流密度区的镀镍层发暗,也可用类似的方法进行试验分析。
7.镀镍层脆性
镀层发脆,往往影响镀层的加工和质量,而且镀层的脆性与镀层应力有关。镀镍液中次级光亮剂过多或初级光亮剂太少,铜、锌、铁或有机杂质过多,pH值过高或温度过低等都会使镀镍层发脆。 检查镀镍层脆性的方法,一是将镀好镍的小零件放在手中搓摩,或将镀镍薄片零件弯曲至l8009若有碎镍层脱落,说明该镍层脆性大;另外就是将镍层镀在不锈钢试片上,控制镀层厚度在10μm左右,然后把镍层剥离下来,弯曲1800,用力挤压弯曲处,若不断裂,表示镀镍层不脆,弯曲折断,该镀镍层脆性就大。
产生镍层脆性的原因,若镀液pH值和温度没有问题,那么可能是镀液中光亮添加剂比例失调或镀液中杂质的造成的,由于光亮添加剂比例失调造成的镀镍脆性可以通过提高糖精添加剂(或其他应力消除成分)的含量来改善,通过补充糖槔等成分,观察镀镍层脆性是否改善来判断。如果是镀液中的杂质影响可按前述削小型试验方法进行检查和纠正。
糖精是光亮镀镍液中常用的初级光亮剂。它能降低次级光亮剂产生的璐应力,提高镀镍层的韧性。糖精含量过低,镀层的张应力增大,镀镍层容易发脆,而且零件的高电流密度区镀镍层发雾,光亮度变差,这种现象在霍耳槽罚验的阴极样板上,可以明显看出来,若在霍耳槽试验时发现这类现象,再补负糖精又使这类现象消失,那就证明是镀液中糖精太少了,应及时补充糖糖等成分。
糖精含量过高也不是太好,有时会使镀镍层出现云雾状白雾,在上套铭时,铬层容易发花。并使零件的深凹处不易镀上铬层,对于这种情况,应及日寸进行电解处理,使糖精含量降低。当镀镍液中糖精含量足够时,镍层的光亮度主要取决于1,4一丁炔二醇(或其他次级光亮剂)的含量。其含量低,镀层的光亮度差,不能获得镜面光亮镀层。可以通过霍耳槽试验分析排故,镀镍层光亮度差,可向镀液中加入适量的1,4一丁炔二醇(或其他次级光亮剂),使阴极样板上镀层的光亮度提高,而且保证高电流密度处镀镍层不脆裂,低电流密度处镀层不出现灰暗。
1,4一丁炔二醇(或其他次级光亮剂)含量高,镀镍层光亮,但镀层的张应力也会提高,并导致镍镀层发脆,次级光亮剂含量过高,镍镀层亮而发乌,零件低电流密度区镀层灰暗,高电流密度区镀层脆裂。这种情况可适当提高镀液中糖精含量(保持初级与次级光亮剂比例适当)和电解处理,使镀镍液恢复正常;次级光亮剂含量过多时,需要电解时间增长或用活性炭处理排除此种光亮镀镍故障。
8.橘皮状镀镍层
有时光照下镀镍层呈现出隐隐的波纹状现象(橘皮状镀层)。这表明与镀前处理不良,镀液中有油或有胶类杂质,十二烷基硫酸钠过多、异金属杂质过多或镀液中有未过滤掉的活性炭粉末等的影响导致橘皮状镀镍层的产生。十二烷基硫酸钠可以降低镀件和溶液之间的界面张力,使溶液润湿镀件,防镀镍层产生针孔,所以它既是润湿剂,又有防针孔的功效。其含量过低,不但镀镍层容易出现针孔,且镀层发花。含量过高,就会产生橘皮状镀层。
若刚加过十二烷基硫酸钠后出现橘皮状镀层,那就可能是十二烷基硫酸钠过多,这时可采用电解一段时间看看故障能否消失进行判断。如果是刚用活性炭处理的镀镍液出现的这类故障,则可能是镀液中有未过滤掉的活性炭粉末,需要再过滤镀液后观察。倘若既没有补充过十二烷基硫酸钠,又没有用活性炭处理过镀液,那么就应通过霍耳槽试验,检查镀前处理和镀液中的杂质情况,并根据试验结果进行纠正。
9.沉积速度慢,零件的深凹处镀不上镍层
这类故障除了偶尔真实电流密度太小而引起外,多数是镀液中有氧化剂存在。因为镀镍液中容易带人的氧化剂是六价铬和硝酸根等。氧化剂能在阴极上还原,降低镀镍过程的阴极电流效率,甚至能排斥镍的沉积,使零件镀不上镀层。某厂工人误把少量硝酸当成硫酸加入列镀镍槽中,导致镀镍槽不能沉积镀层的现象。遇到这种沉积速度慢。甚至镀不上镀层的情况,可以用霍耳槽试验进行检查。假使取故障液做霍耳槽试验所得的阴极试片的低电流密度区无镀层,高电流密度区镀层是黑色或灰色条纹,就表明镀镍液中有硝酸根,可以采取电解的方法处理。假使低电流密度区无镀层而高电流密度区镀层脆裂,就有可能是镀液中六价铬离子的影响,这时可加入0.29保险粉,搅拌5min后再做霍耳槽试验,如用保险粉处理后,阴极样板明显好转,表明故障镀液中有六价铬离子,应通过加入保险粉来清除镀液中的六价铬离子杂质。
电镀镍工艺的故障影响与分析:电镀镍故障种类和特点 电镀镍与化学镀镍工艺中的故障处理:印制板(PCB)电镀镍工艺中的故障原因与排除 化学镀镍溶液故障分析与影响:化学镀镍的故障种类 化学镀镍溶液故障分析与影响:化学镀镍常见故障及排除 电镀镍与化学镀镍工艺中的故障处理:电镀镍镀液中杂质的影响和去除 |