|
关 键 词:ABS塑料,电镀层,结合力,分析,控制 作 者: 内 容: 2.2 ABS塑料成型参数的影响
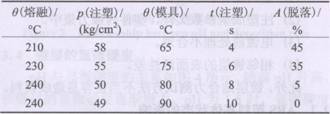
塑料成型时,适当升高熔融温度和减慢注塑速度都有利于提高塑件与电镀层之间的结合力。采用ABS T-700-727塑料,以HTF86T机型分4套工艺参数注塑手机快门键,然后在相同的工艺条件下电镀光铬,所得镀层的百格测试结果列于表2。
表2 ABS塑料成型工艺参数对电镀光铬层结合力的影响 Table 2 Effects of molding process parameters of ABS plastic on adhesion strength of electroplated bright chromium coating
由表2可知,熔融温度高、注塑压力低、模温高以及注塑慢,都有利于获得结合力良好的电镀层。但是,注塑时模温高于90℃易造成注塑件缩水变形,出模时易粘模;另外,注塑速度也要适当,若注塑时间长于10 S,则易出现夹水线,表面发朦,光泽度差。因此,要谨慎调整注塑参数。
此外,ABS塑件成型几何形状复杂、壁薄或厚度不均,即使采用较佳的、稳定的注塑工艺,也难避免局部应力集中。电镀时,塑料与电镀层之间的结合力在壁厚不同的部分有差异。一般而言,塑件的壁越厚,镀层结合力越好[1];壁薄的塑件表面应力易集中,电镀层的结合力较差。
ABS塑料与电镀层结合力差的原因分析及其控制 ABS塑料与电镀层结合力差的原因分析及其控制:原因分析(一) ABS塑料与电镀层结合力差的原因分析及其控制:原因分析(三) ABS塑料与电镀层结合力差的原因分析及其控制:原因分析(四) ABS塑料与电镀层结合力差的原因分析及其控制:提高结合力措施 ABS塑料与电镀层结合力差的原因分析及其控制:结论
注:本站部分资料需要安装PDF阅读器才能查看,如果你不能浏览文章全文,请检查你是否已安装PDF阅读器! |