|
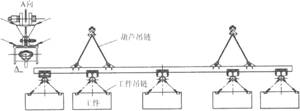
关 键 词:喷漆,涂装线,结构件,吊具,抛丸,改进 作 者:张瑞,杨季龙 内 容: 1前言 传统的结构件涂装前处理(抛丸)和喷漆设备是分开的,输送时不连续。为节约时间,提高效率,笔者所在公司新上的结构件涂装线将抛丸和喷漆通过空中环形输送轨道连在一起,实现了抛丸、喷漆的连续作业。但在使用中发现,工件吊具上常有残存的钢丸,并在喷漆过程中掉落到未干的漆膜上,造成喷漆质量问题。针对此问题,对工件吊具进行了改进。 2结构件涂装传统方案与新方案比较 结构件的涂装前处理一般采用抛(喷)丸,传统的工艺流程为: 屏蔽一上线一抛(喷)丸一下线一清理一上线一喷漆一干燥一下线。 抛丸清理生产线和喷漆生产线是分开的,当采用悬挂方式输送时,各自的轨道是独立的,吊具也不共用,如图l所示。工件抛丸后需要用平车、行车下线,再用行车、平车上喷漆线。
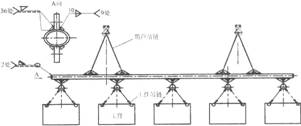
图1传统的结构件涂装线示意图 Figure l Schematic diagram of traditional structural component coating line 采用新的涂装工艺方案后,生产工艺流程为:屏蔽一上线一抛(喷)丸一清理一喷漆一干燥一下线。工件抛丸后无需下线,经清理后可直接进入喷漆室喷漆,节省抛丸下线和喷漆上线两道工序。这样,抛丸和喷漆需要共用吊具。焊前除锈不需要喷漆,可以通过抛丸线下料平车下线;对不进行抛丸(已进行其它方式的前处理)而直接喷漆的工件,可以通过喷漆线上料平车上料。 在设备投入使用过程中发现,工件喷漆下线后表面经常存有弹丸。尽管在工件抛丸后加强了对残余弹丸的清理,并且认真做好检查,但喷漆后工件表面还会有弹丸存在。调查发现,原来是吊具上有残余的弹丸。工件下线时,工件落到地面台车的瞬间不一定能够完全水平接触台车,吊具上的吊钩不是同时卸载,故吊梁会出现抖动,从而导致吊具上残余的弹丸掉到工件上,造成了漆膜质量问题,使得操作人员不得不对钢丸进行清理,对漆膜进行打磨,然后重新喷涂。既造成了人工和材料的浪费,又影响生产效率。因此,需要对吊具进行改进。 3吊具改进 3.1传统的吊具结构 传统的吊具在吊梁的选择上一般为“工”字钢,如图3所示。也有选用两根槽钢扣在一起焊合,然后在上面焊上吊耳。按照传统的结构件涂装工艺,这2种吊具的应用都不存在喷涂质量问题,无非是型钢型号不一样而影响使用寿命。
图3传统的芾具结稠不葸圜 Figure 3 Schematic diagram of traditional sling structure 但在新的结构件涂装线上采用这种“工”字钢作为工件吊具吊梁,会因这种以型钢为吊梁的吊具存在水平面,抛丸过程中会有弹丸掉落并停留在该水平面上(如图3中箭头所指的平面)。抛丸、喷漆通过空中环形轨道连接,工件抛丸后不下线,吊梁会保持在一个较高的位置,清理残余弹丸时一般够不着。因此,上面的弹丸会一直随工件进入喷漆线,最终在工件喷漆后下线时,部分弹丸被抖落。在喷漆过程中,如果环链自行小车运行不平稳,弹丸也会掉落到未干燥的漆膜上。这两方面的原因造成了涂装质量问题。 3.2新的吊具结构 为了解决传统吊具存在的缺陷,以圆钢管作为工件吊梁对吊具进行了改进,结果如图4所示。由于吊梁改为圆钢管,吊耳上面为弧形,本身就是圆形或椭圆形的弹丸难以停留在上面。同时,对上方的吊耳加挡板,钢管两端用圆形钢板焊堵上,以防止弹丸残留。
图4改进后的吊具结构示惹图 Figure 4 Schematic diagram of the improved sling structure
4结语 新的吊具投入使用后,漆膜表面出现钢丸的现象得到彻底解决。按每件可以减少人工5 min计,每台产品(15件)可减少人工75 min,相当于节约一个劳动力。按每台减少涂料0.5 kg,每公斤涂料40元,每年3000台产品(若不计压缩空气、打磨材料等),则可降低成本0.5埏/台×40元/kg×3000台=60000元。影响涂装质量的因素有很多,如涂料、工艺、设备、操作、环境等。涂装吊具看似与涂装质量无关,但在实际中,其结构、润滑等都可能影响涂装质量,而质量问题导致的修补又会导致成本的增加。因此,改善涂装质量、降低涂装生产成本可以从很多细节入手。
注:本站部分资料需要安装PDF阅读器才能查看,如果你不能浏览文章全文,请检查你是否已安装PDF阅读器! |