|
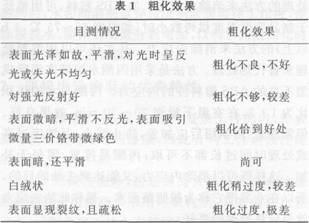
关 键 词:ABS/PC孪体,复合件,电镀工艺,研究 作 者:倪孝平,顾斌,吴丽丽 内 容: (湖州金泰科技股份有限公司,浙江湖州313001) 中图分类号:TQ 153 文献标识码:B 文章编号:1000-4742(2011)05-0051-03 0 问题的提出 2009年,某电子企业要求本单位为该企业生产的手机按键进行塑料电镀。镀种有:装饰铬、亚光镍、黑铬等。该手机的OK键框是ABS材料,键中心是PC材料。OK键的键框要求镀装饰铬,键中心的红绿色PC孪体要求不能镀上镀层,使键框与键中心红绿凸显。但经生产实践,PC中心键与ABS键框之间不是不上镀就是沾上镀层,存在着界限不清,键中心总是稍有上镀的弊病。 为了解决这一缺陷,本公司在原有配方上进行了改进。终于在2009年底筛选出适宜ABS/PC孪体复合件电镀的方法,取得了良好的效果。本文就前处理至实践控制予以讨论。 1 工艺流程 塑料按键—→去应力—→除油—→还原—→敏化—→活化一步法—→加速(解胶)—→化学镀镍—→电镀 2 主要工序说明 2.1去应力 由于塑料受注塑或压膜时的工艺条件(如溶化温度、注射速率和压力)的影响,所以成型后的塑料按键制品产生不同程度的内应力和组织定向结构。在没有内应力的情况下,ABS中的丁二烯呈球形,塑料硬组分(苯乙烯一丙烯晴)的强定向性会导致丁二烯的明显变形。这种现象不易为人眼所察觉而被忽视,但对以后形成的镀层、对塑料间的结合力都存在隐患,内应力集中的部位易造成局部结合力低下。如果发现同一类按键制品镀层普遍存在同一部位结合力不好,通常是内应力过大造成的。内应力的存在与否可通过冰醋酸浸蚀法检测。方法是任意取出数个按键经干净纸巾干擦,将塑料表面油污除净后浸入质量分数为100%的冰醋酸中,浸渍2~3 min,然后用水仔细地清洗表面,晾干(不能擦干)。 观察表面(最好用5~20倍放大镜观察),正常是表面均匀发暗,当出现有雪花发白现象,表明内应力很大;表面出现很多裂纹、均匀发暗,表明内应力不均匀。实践证明,ABS制品上粗化不良的部位与醋酸试验泛白的区域往往是一致的。 内应力大的塑料制品是不适于电镀的,需用热处理的方法来消除内应力。如ABS塑料,可用稍低于制品变形温度烘烤数小时(如温度65~75℃,4h以上)的方法来消除内应力。其次还可以用溶剂处理来替代热处理。方法是采用丙酮水溶液来消除成型不良的ABS塑料件的内应力。丙酮与水的体积比为1:3,在室温下浸泡20~30 min,效果良好。但需注意:丙酮用后应加盖,防止明火;其浓度过高或处理时间过长都不可取;丙酮易挥发,需每天补加。这样既可以消除内应力,又能达到去油的目的,所以在业界把它称为脱脂整面术。据称此法去应力效果较热处理的要好。 2.2 除油 除油的目的在于除去塑料表面的油污,使得塑料件表面能均匀地进行粗化。除油液有碱性和酸性两种。酸性除油液含有铬酸和硫酸(或采用粗化回收液),这种溶液用的不多。本文采用碱性除油溶液。 碱性除油工艺规范:(1) SL-30除蜡水40~60 mL/L,60~70℃,4~10 min,更换周期为100 dm2/L工作液;(2) u-152除油剂50~100 g/L,60~70℃,2~10 min,更换周期为700 dm2/L工作液。 2.3化学粗化 铬酸380~410 g/L,硫酸380~410 g/L,65~70℃(轮毂盖68℃),6~15 min。 2.3.1粗化机理 ABS塑料是3种成分以两相组成的聚合物。其中丙烯腈和苯乙烯组成ABS塑料的树脂相,即:坚硬相;丁二烯构成ABS塑料的橡胶相,即:柔软相。橡胶相在铬酸一硫酸型粗化液中被选择地溶解。有人用扫描电子显微镜观察到ABS塑料表面形成 了深度达1μm的大量均匀似袋状的微孔,对树脂相却没有明显影响。在粗化刻蚀过程中,树脂的硬度和强度几乎没有降低。 在上述粗化过的ABS塑料表面,由于丁二烯溶解形成小孔而为下道钯活化工序提供吸附条件。这些贵金属离子将在化学镀时被还原成金属,并作为化学镀时被沉积的结晶核心。从扫描电镜可以看出,在化学镀后,沉积的金属已经完全填满了整个孔穴。金属镀层像无数个微小的“嵌钮”插入塑料表面孔穴之内,从而能形成牢固的化学镀层。 2.3.2粗化后的质量检验 粗化效果的检验主要靠目测,即:工件粗化清洗洁净后吹干,观察其表面粗化效果,如表1所示。
2.3.3粗化液维护和再生 (1)要防止除油碱液的带入,除油后工件要反复清洗后才能进入粗化槽,以防止粗化液被中和。 (2)粗化液生产过程中,其体积要保持稳定,对于溶液蒸发的损失可用回收液给予补充,并需要定期对粗化液进行分析(每日调校体积后需充分搅拌后取样),及时调整铬酸和硫酸的质量浓度。 (3)粗化液生产过程中,由于ABS树脂中的丁二烯氧化溶解,把六价铬还原成三价铬,当三价铬的质量浓度超过20 g/L以后,粗化效率降低。有人曾做过试验,当三价铬的质量浓度累计到30 g/L时,结合力降低一半,累计到80 g/L时,结合力几乎降到零。这时即使再加铬酸也无济于事。因此在生产中应定期采用电解或连续电解将三价铬氧化成六价铬而再生。隔膜电解液每天补充20 mL硫酸,每3天更换1次(送三废站处理)并清洗极板1次,每2个月清理粗化液缸脚1次并补充槽液。 (4)杂质离子中Cu2+将使粗化液刻蚀变慢,并缩短粗化液的使用寿命,所以扎产品的铜线必须镀镍后方能使用。 (5)粗化液中混入Cl-也会影响结合力,应注意到回收液补充水必须是去离子水。 (6)工件如掉落至粗化槽中应及时设法取出,否则其在粗化液内被腐蚀,造成粗化质量下降。 2.4还原 还原的目的是将粗化后的工件与挂具接触点中可能残留的六价铬还原成三价铬。杜绝后续工序受到六价铬危害从而有效地延长使用寿命。 2.4.1还原液工艺规范 CR-还原剂40~55 mL/L,pH值3.0~3.5(用HCl调整),室温,1~5 min。 2.4.2还原液的维护和管理 工艺温度为室温,时间为3 min,2h测1次pH值并检查1次液面,同时补充适量还原剂。 2.5活化前预浸 预浸的主要目的是为了保护活化钯液,保持钯液稳定,使其具有良好的催化性能和较长的使用寿命,预浸后可以不用水清洗直接进活化钯液槽。 预浸液工艺规范:HCl 300 mL/L,室温,空气搅拌,更换周期为0.5 m2/L工作液。 2.6钯活化 胶体钯为双电层结构胶团,活化时,胶团以[Pd]m为胶核,在塑料表面首先吸附Sn2+,再吸附 Cl-,形成[nSn2+·2(n-x)Cl-]吸附层,在吸附层处又形成扩散层2 x Cl-。这样就在塑料件表面直接形成催化结晶中心。 钯胶粒的比表面积较大,具有很强的吸附作用。将工件浸入活化液中,胶体钯就扩散到塑料件表面孔穴内作为后续工序的化学镀基础,提供电镀条件。 胶体钯活化液的特点是溶液稳定,催化性能好和使用寿命长,尤其适用于化学镀镍。 2.6.1 活化工艺规范 活化剂PL 6~15 mL/L,HC1(分析纯)300 mL/L,20~30℃,2~4 min,空气搅拌,滤速为1h循环1次,更换周期为当六价铬达到50 mg或铜达到800 mg,用HC1每天分析调整1次回收液。 2.6.2 活化液工艺维护和管理 (1)为了保持活化液的稳定,活化液应每天分析调整1次。 (2)工作时应每小时检测液面1次,如液面下降,不可用水补充,应采用稀HC1补给(化学分析纯级)。 (3)活化液的pH值应维持在<1(有助于活化液趋于稳定),从而防止钯液内Sn2+氧化水解沉淀。 (4)循环过滤滤芯应选择6μm。过滤机应每天清洗1次。 (5)活化槽应每月清洗槽底1次,同时更换滤芯并补充新液。 (6)回收槽的pH值应保持在3~4为好,但回收液不可回用于活化工作液中。 (7)活化液温度应严格控制,尽可能不要高于工艺上限。 (8)为保证镀件均匀活化,生产过程中可采用工件移动或微搅拌。 (9)停工时应将活化槽盖好,防止尘埃落入。如待产时间长,应2~3日对活化液进行1次充分搅拌,时间为10~20 min,防止胶体钯沉淀浪费。 (10)活化液的体积分数应严格控制在工艺范围内,因为过高,易上挂;过低,会影响活化的稳定性。 2.7解胶 钯活化后的塑料件,吸附着一层以钯微粒为核心,外围是Sn2+的胶体层。经解胶处理后,把其周围吸附的Sn2+溶解除去,使其具有催化活性。被严实包裹在里面的钯能显露出来,但不会损坏钯的核心。 解胶液工艺规范:AK加速剂180~220 mg/L,20~45℃,2~4 min,需要搅拌,以5μm滤芯过滤,滤速为1h循环2~3次,更换周期为2 m2/L工作液。 注意:经解胶工序后必须认真漂洗,否则会造成溶液互相污染而使化学镀层的结合力降低。因此要保持合格的水质,好的水质使化学镀的沉积加快。 2.8化学镀 化学镀工艺规范:化学镍KV-A 40~60 mL/L,化学镍KV-B 40~50 mL/L,化学镍NIHCC 40~55 mL/L,化学镍稳定剂按需加(通常为硫脲,氯化铬等,mg级),pH值8.3~9.3,启动时间10~20 s,30~45℃,6~8 min。 3 前处理的改进 手机OK键由于键框为ABS材质,要求镀装饰铬,键中心不允许有镀层。我们曾改变化学镀的操作条件:(1)降低化学镀温度;(2)适量添加稳定剂;(3) pH值提至上限;(4)降低还原剂的质量浓度等,均无效果(仍存在上述瑕疵)。 通过认真梳理ABS/PC交界处沾镀问题,认为交界处沾镀可能是交界处粗化温度(68℃)过高,使得缝隙处(交界处)仍有Sn2+存在。按照这一思路将前处理阶段做如下改进:(1)粗化温度降低到工艺下限;(2)加强还原工序;(3)加强各个工序间的清洗;(4)严格控制活化液的体积分数,温度,时间;(5)改进解胶工艺配方,质量分数为30%的H202 0.5~1.O mL/L,AK加速剂150~230 mL/L,HC1(化学纯)13~15 mL/L,30~45℃,2~5 min,更换周期为6 m2/L工作液,生产中每小时补充200 mL HCl(化学纯);(6)严格控制化学镀镍的工艺配方及操作条件。 困扰我们数月的OK键键中心沾镀问题终于得到彻底解决。由于我们技术水平有限,其中有关机理还有待进一步研究。 注:本站部分资料需要安装PDF阅读器才能查看,如果你不能浏览文章全文,请检查你是否已安装PDF阅读器! |