|
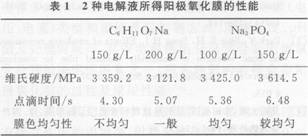
关 键 词:工业纯钛TA2,阳化,正交,显微硬度,耐蚀性 作 者:王院生,李海丰,王均,熊计 内 容: 王院生,李海丰,王均,熊计 (四川大学制造科学与工程学院,四川成都610065) 摘要: 通过对以C6H11O7Na,Na3P04两种成分为电解液所形成的阳极氧化膜性能的比较,选用Na3P04为主要成分的电解液。采用正交实验着重分析了Na3P04的质量浓度、电压及氧化时间对在工业纯钛TA2上所形成的阳极氧化膜的显微硬度和耐蚀性的影响。结果表明:随Na3P04的质量浓度的增大,其硬度和耐蚀性都呈增大趋势。综合阳极氧化膜的成膜速率和颜色的均匀性,得出工业纯钛TA2阳极氧化的最佳工艺条件为:Na3P04 200 g/L,电压20 V,氧化时间20 min。 关键词: 工业纯钛TA2,阳化,正交,显微硬度,耐蚀性 中图分类号 :TG 174 文献标识码 :A 文章编号 :1000-4742 ( 2011) 05-0025-04 0前言 钛及钛合金由于具有比强度高、良好的高、低温性能、密度低、质量轻、有良好的生物相容性和在海水及在氧化介质中具有极高的耐蚀性能等特点,被广泛应用于船舶、医疗、体育器械、建筑等领域[1-3]。随着其应用范围的扩大,对表面颜色的要求也越来越高,通过阳极氧化法,可以制备具有不同色彩的彩色钛,根据不同的应用目的赋予产品独特的色调。而如何得到颜色均匀一致、耐蚀性良好的阳极氧化膜,实现美观性和功能性的统一就成为了研究的关键。 本文通过对比2种电解液,分析其对阳极氧化膜层性能的影响,得出最佳的电解液配方。在最佳工艺条件下所得氧化膜层表面色彩鲜艳、均匀,成膜速率快,耐蚀性能好。 1 实验 1.1 实验材料 实验所用的材料为工业纯钛TA2,试样尺寸为 30(15) mm×15 mm×3 mm。 1.2工艺流程 打磨-→碱洗-→阳极氧化 1.3主要工序说明 碱洗:Na3P04 60 g/L,Na2C03 15 g/L,NaOH 15 g/L,70~80℃,6~7 min。 1.4主要设备 阳极氧化实验用电源为QF1710-M型直流稳压电源。电解液盛在烧杯中,放置在DK-600A型电热恒温水箱内进行氧化,以保证在实验过程中保持温度的恒定。用铝合金片做阴极,接电源负极,试件做阳极,接电源正极,S阴:S阳=2:1。 1.5电解液配方 配方一:Na3 P04 +H2O2+H2O,Na3PO4的质量浓度分别为100 g/L,150 g/L。 配方二:C6H11O7Na+H202+H2O, C6 H11O7 Na的质量浓度分别为150 g/L,200 g/L。 两种配方中的H202的体积分数都为100 mL/L,电压为20 V,时间为15 min。在电解液中加入H2O2可以简化工艺,省去氧化前的酸洗和氧化后的封孔处理[4],还能达到在钛表面均匀着色而不会产生色斑的目的。 1.6 正交实验 设计正交实验分析阳极氧化的最佳工艺,3因素3水平分别为:Na3PO4的质量浓度(100,150,200 g/L),电解电压(20,30,40 V)和阳极氧化时间(10,15,20 min)。 1.7性能测试 用HXD-1000TMC型显微硬度仪测表面氧化膜的硬度,载荷1.96 N,加载时间15 s。氧化膜层的耐蚀性采用点滴法进行测量,点滴实验溶液配方: HN03 100 mL/L,HF 200 mL/L,H2O2 100 mL/L,从点滴液接触膜层到产生第一个气泡为止,这段时间就是点滴时间,时间越长,耐蚀性越好。 2 结果及讨论 2.1 电解液成分选择 表1为工业纯钛TA2在2种电解液下所得的阳极氧化膜性能。由表1可知:在Na3 P04电解液中进行阳极氧化所得的氧化膜的硬度和耐蚀性都要优于在C6 H11O7 Na电解液中所得的阳极氧化膜的,其成膜速率及膜层颜色的均匀性也比用C6 H11O7 Na作为电解液的好;从生产成本上考虑,C6 H11O7 Na的价格也远高于Na3PO4,因此实验选用Na3PO4作为电解液的主要成分进行阳极氧化研究。
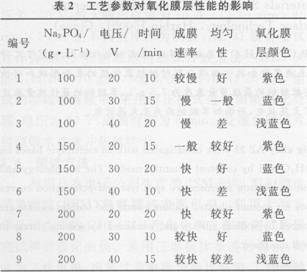
2.2 Na3PO4及电压对氧化膜着色的影响 2.2.1 阳极氧化膜外观分析 由正交实验结果发现:膜的颜色随电压、时间及Na3PO4的质量浓度的变化出现有规律的变化,其实验结果,如表2所示。当电压由20 V升到40 V后,氧化膜颜色由紫色,蓝色,最后变为浅蓝色。而在相同的电压下,不同质量浓度的Na3PO4所得到的氧化膜的颜色差别不大,说明电压是决定氧化膜颜色的主要因素。由薄膜干涉发色原理知,氧化膜层颜色的变化是膜厚的函数凹[5],即:通过改变电解电压来影响氧化膜层的厚度,进而决定氧化膜层的颜色。Na3PO4的质量浓度虽对氧化膜层颜色的影响不大,但对成膜速率和膜层的均匀性有很大的影响,其质量浓度过小,成膜速率较慢,膜层均匀性较差;过大,阳极氧化膜的初始形成速率加快,膜层厚度较大,与基体的结合力较低,容易造成剥落,在槽液底部有微量未溶的晶体。因此,必须选择一个适合的量,才能得到性能优异的膜层。本实验在电解液中加入了H2O2,实验发现即使没有封闭处理,氧化膜的颜色经污染后仍然能够自我恢复,证明加入H2O2后可不用进行封闭处理。
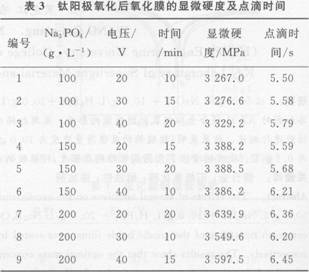
观测条件:晴天;室内室温;窗口自然光;白色背景;90°的视角;距离30 cm。 实验结果还显示:试样在低电压下阳极氧化得到鲜艳颜色后,可以在不加任何处理的条件下,重新在高电压下氧化得到对应的颜色;但在高电压下得到的氧化膜颜色则不能再在低电压下被重新着色,这与刘美红等[5]的研究一致。由于电压是决定氧化膜层厚度的主要因素,在低电压下阳极氧化,所得的氧化膜厚度薄;当增大电压时,表面新生成的氧化膜将覆盖低电压时所形成的氧化膜,其厚度增大,经光的反射和折射,表现出不同的氧化膜颜色。而当一开始就在高电压下进行阳极氧化,表面的氧化膜达到一定厚度,再在低电压下进行阳极氧化,表面氧化膜不可能减薄,因此其氧化膜也不能再在低电压下重新着色。 2.2.2氧化膜层的显微硬度及耐蚀性 表3为在各条件下所得阳极氧化膜的显微硬度及点滴时间。TA2的硬度为3070.9 MPa,经阳极氧化后,其硬度明显提高,说明阳极氧化后在TA2表面形成的TiO2氧化膜提高了TA2表面的硬度;而且Na3 P04的质量浓度越大,其硬度也越大。原因可能是Na3 P04的质量浓度增大,TiO2氧化膜层的结构越致密完整,硬度也越大。而电压对显微硬度的影响不大。 TA2阳极氧化膜的耐蚀性随电压和Na3 P04的质量浓度的增加而增加,并且Na3 P04的质量浓度是主要影响因素,其越大,在试样表面生成的氧化膜越致密,其耐蚀性也越好。
综上分析,可以看出7号实验样品的色彩鲜艳、均匀,成膜速率快,耐蚀性能好,可以认为本实验的最佳工艺条件为第7组工艺,其工艺条件为:Na3 P04 200 g/L,20 V,20 min。 3 结论 (1)在Na3 P04电解液中进行阳极氧化所得的氧化膜层的硬度、耐蚀性、成膜速率及膜层颜色的均匀性都要比用C6 HllO7Na作为电解液的好。 (2)当电压由20 V升到40 V,氧化膜的颜色 由紫色,蓝色,最后变为浅蓝色。Na3 P04的质量浓度是影响阳极氧化膜的显微硬度和耐蚀性的主要因素。 (3) TA2阳极氧化的最佳工艺条件为:Na3 P04 200 g/L,20 V,20 min。 参考文献: [1]段良辉,刘亚萍,潘俊德,等。钛合金表面双层辉光离子渗铝的 研究[J].热加工工艺,2005(6):40-41. [2] Perez Del P,Fernandez-Pradas J M,Serra P,et al. Coloring of titanium through laser oxidation: Comparative study with anodizing [J]. Surface and Coatings Technology,2004,187 (1):106-112. [3] Park Y, Shin K H, Song H J.Effects of anodizing conditions on bond strength of anodically oxidized film to titanium substrate[J]. Applied Surface Science,2007,253(14):6013- 6018. [4]光松文雄,柴田英明。钛的热处理和着色[J].杨翠英,译。国外金属热处理,1991,12(2):36-40. [5]刘美红。阳极氧化对钛表面着色及其性能研究[D].武汉:武汉理工大学,2006: 27-30. [6] Chen J J,Feng Z S,Jiang M L, et al. The effect of anodizing voltage on the electrical properties of Al-Ti composite oxide film on aluminum[J]. Journal of Electroanalytical Chemistry,2006,590(1):26-31. 注:本站部分资料需要安装PDF阅读器才能查看,如果你不能浏览文章全文,请检查你是否已安装PDF阅读器! |