3.1主盐质量浓度对镀速的影响
图1为主盐硫酸镍质量浓度对镀速的影响。
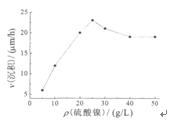
图1硫酸镍质量浓度对镀速的影响 Figure l Effect of mass concentration of nickel sulfate on deposition rate
由图l可以看出,硫酸镍质量浓度低于25 g/L时,沉积速率随质量浓度升高而上升;当硫酸镍质量浓度达到25 g/L左右时,镀速不再增大;.随着硫酸镍质量浓度的进一步增大,镀速有所降低。因此,本实验中硫酸镍的添加量为25 g/L。
3.2还原剂质量浓度对镀速的影响
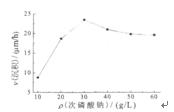
图2为还原剂次磷酸钠质量浓度对镀速的影响。由图2可知,随着次磷酸钠质量浓度的增加,沉积速率直线上升,到30 g/L以上时镀速逐渐趋于缓和甚至降低。因此,本实验中次磷酸钠的添加量为30 g/L。
图2次磷酸钠质量浓度对镀速的影响 Figure 2 Effect of mass concentration of sodium hypophosphite on deposition rate
3.3镀液pH对镀速的影响
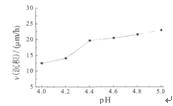
图3为pH对镀速的影响。
图3 pH对镀速的影响 Figure 3 Effect of pH on deposition rate 由图3可知,若镀液中pH太低,则沉积速率很慢pH过高时,0H-极易与Ni2+结合,生成Ni(OH)2沉淀从而导致镀液分解失效。当pH偏高或不均匀时,镀液容易混浊甚至发生分解。将pH设定在4.6左右是合无的。
3.4镀液温度对镀速的影响
图4为辘谛漏唐对瓣谈的影晌.
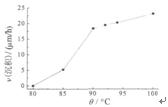
图4镀液温度对镀速的影响 Figure 4 Effect of bath temperature on deposition rate
由图4可知,温度小于80 ℃时,镀液毫无反应,镀速为零;当温度高于94 ℃时,随着施镀温度的升高,粒子运动速率逐渐加快,使镀件表面催化活性点的数量增多,从而促进金属离子的沉积速率加快,导致镀层的沉积速率增大。温度若继续升高,粒子运动速率进一步加快,粒子在表面停留的时间反而缩短,因此不利于镀层的形成及其与基体的结合,且镀层易从基体表面脱落下来,镀层的结合力变差。本实验中,施镀温度的最佳范围是(92±20)℃。
3.5 PTFE体积分数对镀速的影响
图5示出了镀液中PTFE体积分数对镀速及镀层中PTFE质量分数的影响。
图5 镀液中PTFE体积分数对镀速及镀层中PTFE质量分数的影响 Figure 5 Effect of PTFE volume fraction in solution on deposition rate and mass fraction of PTFE in deposit
由图5可知,随着镀液中PTFE体积分数的增加,镀速逐渐降低,而镀层中PTFE质量分数则不断增大。当PTFE粒子的体积分数较低时,随着其增大,粒子与试样表面发生机械碰撞的几率增大,被吸附和镶嵌的粒子也增多,而且适量的PTFE在沉积过程中能够增加沉积基底上成核的几率,促进共沉积;PTFE体积分数过高时,粒子间发生相互碰撞的几率增大,容易产生团聚,不仅妨碍其共沉积,而且会造成镀层质量下降,同时由于表面活性剂的质量浓度会随着乳液加入量的增加而增加,表面活性剂在镀件表面的吸附量随之增大,从而抑制了PTFE微粒在镀件表面的吸附。故随着镀液中PTFE的含量增大到一定程度,镀层中PTFE粒子的含量趋于稳定。10 mL/L左右的PTFE乳液添加到镀液中能得到性能良好的复合镀层,同时也能保证较高的沉积速率。 |