当只考虑几何因素对阴极电流分布的影响时,称为“一次电流分布”;若同时考虑电化学因素的影响,则称为“二次电流分布”。电流分布不等于金属分布,因为后者还与不同阴极电流密度时的电流效率有关。在此,先讨论二次电流分布的影响因素,即不考虑阴极电流效率影响的问题。显然,此时工件上的阴极电流密度分布越均匀,则镀层厚度分布越均匀。
2.2.1 几个概念
2.2.1.1 远阴极与近阴极
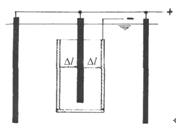
将一个工件装挂于阴极杆上,同一个阴极工件的不同部位到阳极的距离不可能完全相同(与工件装挂方式及其本身形状和复杂程度有关)。离阳极最近的一点(或线、面)称为“近阴极”,其与阳极的距离以k表示;离阳极最远的一点(或线、面)称为“远阴极”,其与阳极的距离用,抚表示。
2.2.1.2 远近阴极距离差
远、近阴极与阳极距离之差,称为远近阴极距离差,以△l表示,则△l=l远—l近。
2.2.1.3 镀液的电导率
镀液为正负离子导电,是第二类导体,它也存在电阻。镀液单位体积(边长为1 cm的正方体,即l cm3)的电阻称为镀液的电阻率,以p表示。电阻的倒数称为电导,电阻率的倒数二则为电导率,单位为“西门子/厘米”(S/cm)。电流通过电阻时会产生电压降。平时所说的“槽电压”就是电流通过镀液、阴极杆与挂具、挂具与工件及阳极相关部分总串联电阻的电压降。镀液的电导率越高,则槽电压越低。整流器的输出电压要高于槽电压,其差值则为汇流排、汇流排与阴阳极杆接触电阻、汇流排与整流器输出板接触电阻等“外电阻”的电压降。若汇流排(或软线)面积过小、接头太多或接头接触不良,外电路上发热量大,直流损耗也就大。当阴阳极杆的截面积过小时,也有压降损失,两个端头测得的槽电压会有差别。将直流回路上的电压损失尽量降低,是必要的节能措施。滚镀时,浸入镀液中滚筒孔眼的总表面积为镀液的导电面积。若滚桶孔眼过小、开孔率过低,该值则很小,槽电压很高,槽液发热快,甚至整流器开至最大,电流也上不去。如镀亮镍,、挂镀时选用12 V整流器已可,而滚镀一般应选l5~18 V的才行。
2.2.1.4 阴极极化度
阴极极化度
2.2.2 影响二次电流分布的因素
设近阴极的电流密度为Jk,近,远阴极的电流密度为Jk,远,则可推导出下述公式:
(1)当
需重点讨论的是几何因素△l与l近,因为它们与生产实际中正确地装挂工件及设计挂具、镀槽等密切相关。
2.2.2.1 远近阴极距离差△l越小越好
对于平板件的装挂,有如图l所示A、B、C三种挂法:A为板平面与阴极杆平行,此时△l最小,仅为板厚度的ll2,但挂件数最少;8为倾斜一定角度,随着倾角不同,△l也不同,装挂量比A大;c为板平面与阴极杆垂直,此时出最大,为板宽度的l/2,但装挂量最大。从分散能力的角度讲,A最好,C最差。实际生产中,不少人为了挂得多,不愿采用A挂法,而选择8甚至C挂法,这是不懂电镀原理的表现。
图1工件装挂方式 Figure l Methods for loading workpiece
A挂法虽一次装挂少,但镀速最快,整板亮度最均匀,可能5 min能取一槽。而8特别是C挂法会有以下问题:
(1)电流不敢开大,否则近阴极处易烧焦。
(2)因分散能力差,镀层厚度相差大,要保证板中间部位的最低厚度,边上部分就要镀很厚,加之平均电流密度不能大,故要镀很长时间,甚至一个多小时,浪费了镀层金属,想快反而快不起来。
(3)对于任何光亮性电镀,阴极电流密度越小处光亮整平性越差,最后整板亮度不均匀。譬如板件氯化物镀锌后若彩钝,板周边附近色泽鲜艳但中间部分色淡甚至灰暗;蓝白钝时周边蓝度好,但中间部位发黄、发花。
(4)引发其他问题,甚至造成返工。例如光亮酸铜前预镀暗镍或铜,预镀层都薄,中间部位更薄,再镀酸铜时,中间部位阴极电流密度又小,电沉积速度可能小于通过高孔隙的置换速度,造成中间部位因严重置换而发花、起泡、脱皮。
A挂法一般用两个挂钩,B、C挂法虽只用一个挂钩,但采用阴极移动时,工件摇来晃去,可能发生重叠而导致不合格。因此,快、省、好的还是A挂法。当镀管件或封底腔盒体,要求内部镀层良好时,则管件内部中间部位或腔盒体底角处的△l非常大,分散能力特差,内部镀层难以合格。此时必须以棒或板作辅助阳极,如图2所示。在管件内部,当辅助阳极棒居于圆心时,则内部各处到辅助阳极的△l几乎相等。可见,采用辅助阳极的实质就是要减小△l。
图2辅助阳极 Figure 2 Auxmary anode
对于灯泡银碗之类反光聚光件,要求内部具有良好的反光聚焦功能。采用装饰镀铬时,有时要用铅合金制成与内部曲线接近的“象形阳极”(如图3所示),内部才能套好铬。“象形”的目的也是为了减小△l。
图3象形阳极 Figure 3 Conformal anode
2.2.2.2 近阴极到阳极的距离越大越好
式(1)右边第2项分母中的,l近越大,则电流密度分布越均匀。要增大l近,一般只有加大阴阳极问的距离。对于图1中的A挂法,不但△l最小,而且l近也最大。为加大阴阳极间的距离,镀槽不宜设计过窄。单排电镀时,槽净宽不宜小于0.8 m。即使槽的净宽达到l m,除去槽两边阳极所占位置,以及槽侧加热/冷却器本身与阳极绝缘物(防止加热/冷却器与阳极相碰而打火击穿)所占位置,实际最大阴阳极距离也仅0.4 m左右。有些人为了节省一次投资,将镀槽设计得很窄,因此稍复杂的工件,别人能镀好的他镀不好。对于复杂的钢家具(如成型靠背椅等),甚至根本无法出入镀槽,想省钱却挣不到钱。另外,当镀槽不够宽时,不宜挂双排工件。若要挂双排,槽净宽不宜小于l.2 m。 |
 为阴极极化曲线的斜率,在第四讲已作过介绍。
为阴极极化曲线的斜率,在第四讲已作过介绍。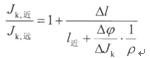
 时,则Jk,近=Jk,远,即远、近阴极的电流密度相等,其上镀层厚度相同,分散能力最好。但实际上不可能办到,只能希望该比值越接近于l越好。为此,式(1)右边第二项越接近于零或越小就越好,即分子越小或分母越大就越好。分母中又有两项,一为k,二为
时,则Jk,近=Jk,远,即远、近阴极的电流密度相等,其上镀层厚度相同,分散能力最好。但实际上不可能办到,只能希望该比值越接近于l越好。为此,式(1)右边第二项越接近于零或越小就越好,即分子越小或分母越大就越好。分母中又有两项,一为k,二为 。后者为电化学因素:阴极极化度越大越好,镀液电导率
。后者为电化学因素:阴极极化度越大越好,镀液电导率 越大越好。阴极极化度与添加剂、配合物电镀的配合状况等有关,而提高电导率可通过加入导电盐、调整pH等来实现。
越大越好。阴极极化度与添加剂、配合物电镀的配合状况等有关,而提高电导率可通过加入导电盐、调整pH等来实现。