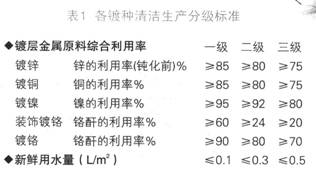
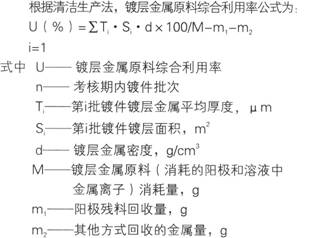
GB21900-2008《电镀污染物排放标准》是电镀企业自2010年7月1日起全面执行的新标准,而HJ/T314-2006号《电镀行业清洁生产改造标准及依据》,国家环保总局从2007年2月1日起至今已实施了3年零10个月,目前,在全国范围内电镀行业将面临一次大的变革,粗放式的落后企业将逐渐被淘汰,低毒、无毒、低碳、低耗与环境和谐共存共发展的电镀行业将以崭新的面貌呈现在我们面前。笔者把近几年在电镀行业工作中的某些体会和看法汇集成文,敬请读者批评指正。 根据清洁生产的要求,不断地采取改进设计,使用清洁能源和原料,采用先进工艺与设备、改善管理、综合利用等措施,从源头缩减污染,提高资源利用效率,减少或者避免生产、服务及产品使用过程中污染物的产生和排放,以减轻或者消除对人类健康和环境的危害。 为了更好的实现清洁生产,贯彻新标准,在企业的大变革中,从事生产线工艺流程的布局、设计,材料选用,装备制造,以现代化的企业管理,必须全面系统地进行规划和改造。必须把车间工艺设计、水处理站设计密切结合起来,把工艺设计和装备制造密切结合起来。 常言道,先进的工艺是基础,优良的装备是保障,科学的管理是关键。在工艺设计中,首先考虑低毒、低耗的先进工艺,特别是注意从源头上削减污染,提高资源的利用率。根据清洁生产法4.1指标分级中,电镀行业生产过程中清洁生产水平分三级技术标准,一级:国际清洁生产先进水平:二级:国内清洁生产先进水平;三级:国内清洁生产基本水平。电镀行业清洁生产标准(综合电镀类)分级标准见表1。
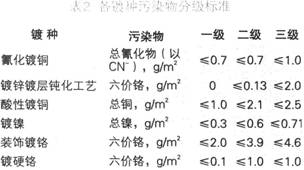
根据以上分析,在电镀工艺设计和装备制造中,目前国内最基本的要求必须达到二级和三级标准,也就是说,例如:对金属镍的利用率若达到二级标准,必须U(%)≥92%,要达到三级基本标准,必须U(%)≥80%,沉积在工件上的金属量∑Ti·Si·d×100与电镀中消耗的金属M-m1-m2,其量越接近,金属利用率就越高,其中m1是阳极的残渣回收量,其回收量越大利用率就越高,其中m2为其他方式回收的金属量,如生产中的在线回收或末端回收,其量越大利用率就越高。 由此可见,为了最大限度地利用资源,节约金属,在线回收是最好的方法。而节水技术又是在线回收的关键,因此自动线的先进性主要体现在节水回用技术上。水回收了,材料也就回用了。过去常用的单槽洗和逆流漂洗,逐渐被多级间歇逆流清洗技术、多级间歇倒槽、多级间歇喷淋清洗、多级间歇喷雾清洗所取代。这样用最少的水达到最好的清洗效果,在清洗设备中有的装备采用无油压缩空气搅拌、循环过滤、超声波震荡、高压气气吹剥离等动态方式水洗,水洗时使用过滤机,不断地将水体中的杂物净化。还可以在设备设计中,在生产线旁增设蒸发浓缩、膜技术,使生产系统趋于“零排放”,从设备上采用新方法,以增大金属利用率。 另外,清洁生产法对镀件带出液污染物产生的指标也作了明确的规定并严格分为三级(见表2)。
各污染物产生指标计算公式如下:Wi= Pi/Qi(g/m2)式中Wi——i镀种单位面积平板状镀件带出液的某污染物产生指标,g/m2 Pi——i镀种被测平板状镀件从生产线上带出的 金属离子或氰离子重量,g Qi——i镀种被测平面状镀件面积,m2 根据以上分析,在工艺设计和设备设计制造中,尽量设法减少带出液,以增大资源的利用率,为了尽量减少带出电镀液,挂镀生产线制造中,飞巴(阴极杠)当把镀件提出液面后,要在镀槽上方停顿并产生振动,使带出的镀液,抖动滴落回电镀槽,当滚镀线滚筒提出液面后,在镀槽上方要空转一两圈,尽量使镀液流回镀槽。也可在镀槽和回收槽之间留一空位镀槽或在镀槽上采用高压空气嘴,将镀件上带出的镀液利用“气刀”吹压力剥离下来,再进入回收槽清洗等措施。 根据近几年来工艺设计和生产线招标的工作实践,笔者略谈以下几点体会: 一、对于加热的镀种,如镀铬、镀镍、氰化镀铜、镀碱锡,氰化铜锡合金,应该考虑以在线回收为主,终端处理为辅,尽量采用水平衡的节水处理方式,即蒸发量和补加回收水的量达到平衡,若回收水量加不进镀槽时,可考虑蒸发浓缩或减压蒸发浓缩的设备,这样既节约水也可回收资源。目前,关键问题是制造高效蒸发浓缩器。这种控制方式对设计和装备制造提出了新的技术要求,设备中尽量采用喷淋,雾化喷淋,泵循环倒槽,不能采用逆流漂洗的形式。而且对供水和排水分段安装阀门和控制水表,以达到用少量的水高效清洗的效果。这种生产线的设计基本上可以将清洗水和镀液达到全部回用,接近“零排放”。但这种生产线,如长期使用,可能会带来一些弊病,控制不好,杂质可能造成富集,使镀层质量下降,电镀产生故障。为了保证此种生产线能够较长时期的使用,必须注意以下几点: (1)在生产时,为了防止工件刚进入镀液基体就产生溶解,要求生产线飞巴(阴极工件)带电入槽,掉进镀槽的工件要及时捞取,防止金属基体溶解污染镀液。 (2)挂具设计合理,导电良好,夹持工件牢围,挂具胶与金属挂具骨架结合牢固密实无夹缝,防止交叉污染,并耐高温且不易老化。 (3)清洗配槽的水要用纯水或去离子水,电导率小于20 u s/cm,防止杂质由水中带入。根据各厂的情况定期进行大处理。 (4)配槽的化工原料要用优级品或化学纯,可溶性阳极的纯度要高(大于99.99%)。 (5)电镀时,辅助设备齐全,如循环过滤毖须使用带选择性滤料的过滤机,随时将添加剂的分解物和落入的悬浮物等滤净。 二、对于不加热的镀种,如镀锌、镀酸锡、镀酸铜,利用水平衡在线处理的方法是不可行的。目前国内多采用以下方式进行工艺设计和装备制造:直接在线处理法,如多采用电解法、电渗析法、反渗透法及离子交换法。在使用这些方法时,必须正确地详细地、系统地把该生产过程以及镀液及清洗水的水体中所存在的离子杂质分析清楚。把水体里面的有害离子杂质不断地清除截流净化,再进行水处理系统的设计和装备制造,然后决定系统是否采用沙滤、碳滤、MF(微滤)、NF(纳米滤)、UF(超滤)、RO(反渗透)保安过滤以及离子交换等方法,才能保证膜技术、离子交换法长期使用。经过这种处理,浓水可以回镀槽,淡水可以作清洗水,基本上全部在线回用,即达到“零排放”。 据近几年调查,由于各地方的水质和生产系统的分析不够准确,这种技术的使用膜和离子交换树脂容易中毒和失效,使用寿命较短,费用较高。当考虑到回收材料和水与安装设备的价格比时,当回收材料和回用水的价值小于昂贵的设备费时,这种方式的处理,常常被一些厂家否定而不予采用。目前国内对这种工艺多采用第二种方式进行:其过程是采用物理、化学法与膜技术和离子交换法配合使用,分两级进行处理。首先将这种电镀废水利用物理方法过滤,化学法如碱化沉淀、硫化物沉淀氧化还原等方法,将废水中的金属离子转成固相沉淀,再调整pH,加一定的絮凝剂,从水体中将金属离子分离出来,常采用爆气、斜板(斜管)沉降、板框压滤等方式将固液分离,固体经过提纯再处理回用或者外卖,其水(中水)再经过多次过滤,生化处理,利用膜技术或者离子交换,使电导率达到20—40u s/cm,然后再回生产线回用。但是在处理系统中,各种“中水”最好不要混合,各种废水经过处理后产生的中水要分别回到原镀种中清洗回用,最好不要交叉混用,否则容易产生交叉污染。 三、关于生产线与水处理站设计需注意的几个问题:(1)根据从源头上缩减污染,提高资源利用率的要求,在电镀工艺设计中,首先要考虑在生产线的周边留出足够的在线处理装备的空间,尽量把水和材料就近在生产线上消化利用。关键在于选用最佳的在线处理方法和可靠装备,例如:铜废水采用离子交换,镍废水采用反渗透,铬废水采用蒸发浓缩。贵金属银和金采用化学法或电化学法回收,前处理酸碱水采用多种过滤杂质、截流、生化处理,或者将酸回收槽和碱回收槽连接直通管在线上自然中和,并为防止中和反应产生沉淀物,最好酸碱清洗槽加循环过滤机搅拌过滤。这样可以大大减少酸碱清洗水的量,在生产线的每个单元中,也可安装雾化喷淋滤清系统装备,将会大大减少清洗水的用量。 (2)在工艺设计和水处理站的设计中,为了便于利用资源和水回用,应严格执行各种排放废水在生产线上按类分流,水处理站分类蓄积,分别治理,爱、别回用的原则,自始至终水体废渣最好不要混合,便于提纯回用,提高金属回收率。 (3)有废气排放的镀槽,除设计必须的引风系统,在正确的计算风量和风压的前提下,选择减震低分贝风机,最好设计自动开启闭合加盖装置,其开启关闭与自动线PLC控制系统连接,其好处有二:其一,减少废气弥散污染:第二,加盖后能减少吸风量,从而降低风机功率,减少能耗,达到封闭式生产线的要求。 (4)安装性能可靠、精确度高的检测系统,如进出水的流量计、水表、pH计,控制废水成分的ORP电位计,控制水纯度的电导率仪,其显示采用声光或屏幕等显示,以便于控制。 (5)多方结合,培养人才,严格管理。常言道“三分技术七分管理,先进的工艺是基础,优良的装备是保障,科学的管理是关键”。从目前国内调查情况看,近三五年来,我国的电镀工艺装备和水处理装备有很大的进步,对实现工艺要求有了进一步的保证,但是结合还不够好,新装备制造还不能满足新工艺的要求,其最突出的矛盾是工艺设计和装备制造密切的结合不够,生产线和废水处理系统进行统一整体设计不够。应尽快制造出具有国际先进水平的生产线和水处理装备,另外需要指出的是,电镀行业人才奇缺、管理粗放,从管理到操作人员,大部分文化偏低、素质较差,对新技术、新工艺了解掌握困难,致使投产的设备运转不良甚至很快损坏,已经建成的较先进的装备也常常运转不正常。所以,摆在全国电镀行业面前最重要的任务是,培养高素质的人才和制定严格的管理制度,只有这样,才能严格执行、贯彻和实施清洁生产法所提出的各项具体措施和要求。 【参考文献】 [1]《中华人民共和国环境保护行业标准,HJ/T314清洁生产技术要求电镀行业》 [2]向 荣,《推进绿色电镀,维护生存环境》.[3]石金声.《学习新标准、努力贯彻新标准》. |