①基本原理 a.金属离子的析出电位 与下列因素有关:金属标准电极电位Ee; 溶液中金属离子的活度a;放电时阴极极化大小。 b.络合剂使镍、铬、铁三元素的析出互相衔接。 柠檬酸:与铁、铬、镍离子均能形成络合物,其各稳定常数不同,使电极电位负移不同,铁的电极电位偏移最大,镍次之,铬最小。 C.过电位通电后电位较正的镍和铁的过电位比铬大,使镍铁电位与铬的析出电位接近,实现共同沉积的目的。 ②工艺参数控制 a.电解液中Cr3+/Ni2+浓度比与镀层成分的关系见图5[12]。
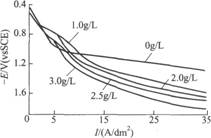
图5电解液中Cr3+/Ni2+浓度比与镀层成分的关系 (Fe2++Cr3++Ni2+=63g/L,pH=1.7,Dk=15A/dm2,T=30℃) 实验条件:Fe2++Cr3++Ni2+=63g/L,pH=1.7,Dk=15A/dm2,T=30℃。 由图5可见:当ECr3+]/[Ni2+]>3.5时,镀层中铁含量突然下降,而镀层中铬、镍含量随之不成正比地增加;当[Cr3+/[Ni2+]=3.5时,则可获得铁68%、铬22.5%和镍9.5%的三元合金。 b.糖精 对镀层光亮性影响:糖精能增加镀层光泽,细化镀层晶粒,降低镀层张应力,起到增光整平作用。 糖精对镀层内应力的影响:糖精起细化晶粒,降低镀层脆性的效果,是因为糖精在电极表面上吸附,提高阴极极化作用,增加金属离子放电过程的过电位,从而加快新晶核形成,使晶粒尺寸减小,糖精为有机含硫化合物,在阴极还原,以硫化物形式进入镀层,引起镀层体积膨胀,而基底限制膨胀,结果产生压应力,使镀层张应力减小,当糖精含量3.0g/L,由于镀层局部压应力大于镀层与基底间的结合力,镀层发生局部起皮现象,为了使镀层晶粒细,延性好,糖精含量以2.0~2.5g/L为宜。 糖精对镀层组成的影响:糖精含量对镀层组成的影响见图6[16]。
图6糖精含量对镀层组成的影响 由图6可见:随着糖精含量的增加,镍在镀层中含量下降,铁和铬的含量增加。当糖精含量为2.0~2.5g/L,镀层中镍含量7%~8%,铬含量18%~l9%,铁含量74%~75%,其成分与l8-8不锈钢相似,其外观质量达到最好的铁铬镍合金镀层。 糖精对镍铬铁合金镀液阴极极化曲线的影响:糖精对镍铬铁合金镀液阴极极化曲线的影响见图7[16]。
图7糖精对Fe-Cr-Ni合金镀液阴极极化曲线的影响 由图7可见:糖精含量的增加,使镀液阴极极化显著增加,这是由于提高阴极过电位,有利于铬的沉积,同时也增强镍铁合金异常共沉积效应,促使铁的沉积速度加快,镍的沉积速度减小。当镀液中糖精含量达到2.0g/L,再增大糖精的含量,镀层中成分并不发生明显变化。这表明糖精在电镀表面吸附达到饱和。 糖精含量对镀层结构的影响:用电沉积法在室温下能够获得铁铬镍固溶体合金,不同糖精含量所得镀层的X射线衍射图谱见图8[16]。
图8 Fe-Cr-Ni合金镀层x射线衍射图谱 由图8表明:镀层为铁素体铁铬镍固溶体,具有体心立方结构,不同糖精含量对镀层结构没有影响。 糖精含量对镀层硬度的影响:不同糖精含量对镀层显微硬度的影响见表1[16]。 表1不同糖精含量对镀层显微硬度的影响
从表1试验数据可见,显微硬度随糖精含量的增加而提高,这是由于: 镀层中硫化物增多,镀层晶格畸变; 镀层结晶细致,晶粒具有较高塑变抗力;镀层中铬含量增加对硬度的影响。 糖精含量2~2.5g/L,镀层硬度接近18-8不锈钢显微硬度值:249kgf/mm2。
图9双电层电容随电镀时间的变化(15A/dm2) 糖精含量对阴极双电层结果的影响:双电层电容随电镀时间的变化见图9[16]。 由图9可见,时间t=0,未加糖精的镀液,双电层电容(Cd)较大,即双电层吸附量较大。 随糖精含量增加,镀液双电层电容减小,也即双电层吸附量逐渐增加。这是由于金属/镀液界面双电层中介电常数(ε)很大的水分子被ε较小的糖精分子取代。同时,糖精分子又比水分子大,则双电层厚度(d)也增大。双电层电容Ca一-南,得知双电层电容Cd=ε4πd 与介电常数ε成正比,与双电层厚度d成反比,因此双电层电容Cd随着糖精吸附量的增加而减小。 电镀时间t=10min后,不论糖精加入量多与少,双电层电容均增加,这是因为金属电沉积把开始吸附层覆盖,结果使电极上糖精吸附量下降、导致双电层电容上升,糖精含量1.0g/L,电容变 化幅度较大,糖精含量达到2.Og/L,电极表面达到吸附饱和量,再增加其含量,电容不会发生明显变化。 金属/镀液界面双电层电容与界面反应电阻成反比,故电容减小,表示反应阻力增大,界面反应的可逆性减少,从而有利于获得细致紧密的镀层。 因此,通过比较,应选择使电容一时间曲线出现较低电容值的糖精含量,以2.O~2.5g/L为宜。 C.pH值pH>1.7时镀层中铬含量上升较快,铁含量减少,使镀层起皮、发黑。 pH<1.5,阴极产生大量气体,电流效率下降。PH最佳值是l.5~1.7。 d.电流密度 电流密度>25A/dm2时,镀层中镍、铬含量偏高,易烧焦、不光亮,电流效率降低。 电流密度<15A/dm2时,镀层光泽差。 电流密度宜控制在15~25A/dm2。镀层光亮,沉积速度快。 e.温度 温度>60℃,电解液中铁易氧化,引起镀层粗糙,光泽性差。 温度<25℃,可能使氯化铵等成分达到溶解限度,使电解液性能变差,电流密度范围缩小,影响镀层中铁、铬、镍含量比例。 实验表明:最佳温度30℃ f.时间 可达30min。当糖精含量达2.0g/L时,电极表面达到吸附饱和,在电镀时间内足以维持表面吸附饱和状态,阴极极化值不再发生明显的变化。 g.搅拌不宜采用压缩空气搅拌,以免使Fe2+氧化成Fe3+,使镀层外观粗糙、影响韧性,可采用阴极移动,或静止挂镀。 (4)配方26刷镀不锈钢 ①刷镀液各主盐浓度比例对合金成分影响。依次增加各主盐金属离子浓度、四次刷镀并分析镀层成分结果见表2[14]。 由表2可见:合金各成分不仅与各金属盐离子浓度有关,还决定于它们之间的比例,但不呈线性关系。 ②刷镀电压对镀层成分的影响。采用表2中1号试液,提高刷镀电压,测得镀层成分见表2[14]。 表2刷镀液主盐成分对镀层的影响
表3刷镀电压对合金成分的影响
由表3可见,电压的变化对铬影响不大,电压增高:铁含量上升,镍含量下降。 ③电流密度对电流效率和镀层成分的影响。电镀液中:Fe3+7~7.3g/L,Cr3+31~33g/L,Ni2+9.2~9.4g/L,测试结果见表4[14]。 表4 电流密度对阴极电流效率和镀层成分的影响
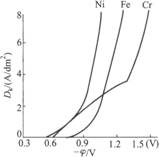
由表4可见,刷镀可使铬、镍更易从溶液中析出。 ④极化曲线单金属阴极极化曲线见图10[14],各金属从易到难的析出顺序是镍、铁、铬。
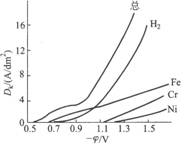
图10单金属极化曲线 总极化曲线及计算出分极化曲线见图11[14],在低电区仅有铁和氢析出,只有在高电区才可析出铬和镍,刷镀可提高Dk,使较难析出的铬和镍易于析出。 (5)电镀镍铬钼三元合金
图11合金总极化曲线与分极化曲线 电镀镍铬钼三元合金(含Ni2.8%~23.8%,含钼2.3%~7.8%)。 镀液组成及工艺条件
当电解量达到l5A·h/L时方可获镍铬钼合金镀层。 参考文献 10 Pimenova K N,Kalyuzhnaya.Zh P F.Pri Ki.Khim.1enin943。2105,1970 12卢燕平,叶志远,吴继勋.电镀不锈钢新工艺初探.电镀与精饰,1989,Ii(4);16~ 18 14冯绍彬.刷镀不锈钢的研究.材料保护,l992,25(9):20~22 16卢燕平,吴继勋,叶志远.糖精在铁一铬一镍合金电沉积中的作用.材料保护,1992, 25(5):13~16 |