(1)双层镍铬合金/微孔铬环形自动机生产工艺流程 括号内为工位号,l个工位历时约lmin。湍流水洗用压缩空气搅拌,淋流用喷淋洗[1]。 挂具还原退铬(1)→湍流热水洗(2)→第l次电解去油(3~12)→两次湍流热水洗(13)(14)→两次化学强腐蚀(15)(16)→3次湍流清水洗(17)(18)(19)→第2次电解去油(20~24)→湍流清水洗(25)→中强腐蚀(26)→湍流清水洗(27)→化学活化(28)→电镀Ni-35Fe合金(29~44)→回收(45)→3次淋流清水洗(46)(47)(48)→化学活化(49)→电镀Ni→12Fe合金(50~68)→回收(69)→3次淋流清水洗(70)(71)(72)→化学活化(73)→电镀Ni-Si02镍封层(74~75)→回收(76)→淋流清水洗(77)→化学活化(78)→2次淋流清水洗(79)(80)→电镀微孔铬(81) (86)→回收(87)→2次湍流清水洗(88)(89)→湍流热水洗(90)→上下挂具(91~95)。 (2)三层镍铁合金/铬自动机电镀工艺流程 凡未注明者均为1个工位,每工位时间90s,全机87个工位,6个空位工位[3]。工具退铬→热水洗→化学去油(2)→电解去油(5)→热水洗→两次清水洗→两次强腐蚀→清水洗→中和→化学去油→热水洗→清水洗→活化→镀光亮低铁镍铁合金(2+1)→回收→清水洗→活化→镀半光亮高铁镍铁合金(11+1)→回收→清水洗→活化→清水洗→活化→镀光亮低铁镍铁合金(11+1)→回收→三次清水洗→活化→清水洗→镀铬(3+1)→3次回收→2次清水洗→2次烘干一上下工件 (3)双层镍铁合金/微孔铬手工电镀工艺流程[2] 磨光①→汽油洗→电解除油②→流水冲洗→强腐蚀③→流水冲洗→活化④→活化→流水冲洗→镀高铁镍铁合金⑤→镀低铁镍铁合金⑥→两次流水冲洗→镍封⑦→回收→两道流水冲洗→镀铬③→两次回收→两次水洗→热水洗→烘干⑨ 注:①磨光硬布轮,金刚砂l80~240号。 ②电解除油 氢氧化钠40~50g/L,碳酸钠70~80g/L,磷酸钠30~40g/L,温度>80℃,电流密度3~5A/dm2,时间3~5min。 ③强腐蚀盐酸:水=4:1室温,3~5min。 ④活化硫酸17~20g/L室温,20~30s。 ⑤见表1配方2镀高铁镍铁合金。 表1双层和三层镍铁合金镀液组成和工艺条件
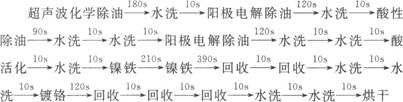
⑥见表1配方2镀低铁镍铁合金。 ⑦镍封 硫酸镍240~280g/L,氯化镍40~60g/L,硼酸35~45g/L,苯亚磺酸钠2~3g/L,EDTA 6~8g/L,7914~6mL/L,2号气相白炭黑(二氧化硅)6~10g/L,硫酸铝0.6~1g/L,温度50~55℃,电流密度3~5A/dm2,pH3.5~4.5,时间2~5min,空气搅拌。 ⑧镀铬铬酐270g/L,硫酸2.7g/L,温度55~60℃,电流密度25~30A/dm2,时间4~6min。 ⑨烘干温度100~250℃,时间l5~20min。 (4)某镍铁电镀自动线工艺流程 广州市电筒工业公司引进安美特镍铁电镀自动线,全长31m,25个工序。各水槽均安装空气搅拌,工艺流程为:
参考文献 1曹盛禹,孙锡琪,于挺杰;自行车车圈电镀双层镍铁合金/微孔铬.电镀与环保, 1981,4:1~lO 2余正中.电镀镍铁合金工艺在昆明投入生产.电镀与环保,1981,4:21~23 3李孝礼,邱希贤,葛秀文,顾爱敏,孙锡琪,曹盛禹,刘永定,张凤菊.自行车车圈电镀三层镍铁合金/铬新工艺试验报告.电镀与环保,1982,4:1~6 |