以下挂具构成式样可供参考选用。 (1)双钩形挂具 这种挂具装夹时不接触工件的外表面,最适用有孔眼的大件,如图l所示。 图1塞镀锡用的挂具 装夹工件时,先将双钩向外扳成“八”字形或倒“八”字形,然后将左钩先插入工件的左孔、用右手把右钩扶正并插入右孔,使夹具与工件之间牢固可靠。 (2)刺形挂具 这种挂具最适用于套管之类的工件,如图2所示。
由于尖刺有棱角,对工件的接触面积小,故不会产生接触印痕,装夹时工件套在尖刺部位并轻压一下即可。 (3)树枝形挂具 这种挂具适用于夹或套一般小件,如图3所示。
装夹工件时,挂具上端钩住上方,由下至上逐节扳开后放人工件,或逐节压缩后套上工件。 (4)弹簧形挂具 这种挂具弹性较大,适用范围较广,如图4所示。
图4弹簧形挂具 单位:mm (5 )托板形挂具 这种挂具适用于无孔眼的大型板材制件,如图5所示。
图5托板形挂具 装夹工件时,夹具只接触工件的上、下边沿,可避免平面部位的装夹印痕。这种挂具的缺点是使用范围较小,只适用于与夹具尺寸近似的工件。 (6)凹凸形挂具 这种挂具适用于近似凹凸部位尺寸范围的各类工件,如图6所示。
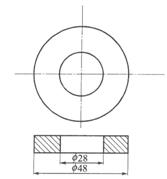
装夹工件时,挂具上端钩住上方,由下至上逐节扳开插入或逐节压缩后套上。这种挂具由于位置选择性比较大,故用途较为广泛。 (7)重型件用的挂具 重型件装夹时,有可能掉落或跌坏工件或砸破槽子,可根据以下情况确定装夹方法。 ① 工件本身有孔眼。有孔眼的工件可在孔眼内穿一根粗铝丝作为导线,在两根铝丝 并合处隔一物体,以防铝丝与工件紧贴而产生印痕。如图7所示。
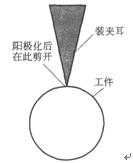
图7垫圈 ②工件本身无孔眼。可用粗铝丝绑扎,绑扎后再把铝丝挑起来,使其远离工件平面,而只与工件的棱角部位接触,从而避免出现绑扎印痕,如以上图7所示. (8)过薄件的装夹 过薄件阳极化时,承受不了弹夹,否则会变形,遇有这种情况应事先与机械工艺师协商,建议在制造冲制模具或是电火花加工时留出“装夹耳”,如图8所示。
图8带“装夹耳”的工件 装夹时,可将若干个工件叠在一起,然后将夹具夹在“装夹耳”部位,装好后将工件扳开至不重叠,经阳极化后将“装夹耳”与工件的连接部位剪开即可。 (9)大批量小件的装夹 批量大的小件经设计者同意可由化学法氧化处理,可氧化成带色的或无色的,如工件无大的平面,也可采取捆式阳极氧化,如图8所示:
图9篮筐镀工具 取500mm×500mm塑料纱窗布一块,工件撒在上面,放上两根铝质导线,然后卷起来紧扎后即可进行阳极氧化处理。这种处理方法效果也很好,能大大提高工作效率。 (10)盲孔件的装夹 盲孔件阳极氧化前除必须甩去孔内的积液之外,还要考虑到盲孔的朝向,孔眼以朝上为宜,否则,阳极氧化时有可能因盲孔内尚存残留酸、碱、污物,在阳极氧化过程中会溢出来,在孔壁上方形成一道下宽上尖的暗黑印痕,严重影响外观质量。 (11)深凹件的装夹 深凹件装夹时,要考虑方向,要为阳极氧化时深凹部位产生的气体能得到自由排放创造条件。 (12)阳极氧化后尚需不同处理件的装夹 不染色或需染不同颜色的工件装夹时都必须分别装夹,否则,因所需阳极氧化时间的不同而引起麻烦。 (13)大面积件的装夹 大面积件或一只挂具夹多件较大面积件时,都要估计到挂具主杆所允许通过电流强度的能力。否则,挂具会发热、烧红,在液位交界处由于氧化膜的溶解速度快于氧化膜的形成速度而被溶解。 |

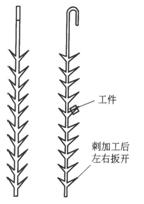 图2制动总泵接头
图2制动总泵接头 图3树枝形挂具单位:mm
图3树枝形挂具单位:mm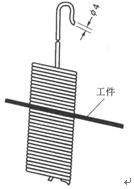
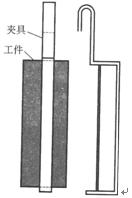
 图6防护盖
图6防护盖