在生产中,往往有些零件是局部电镀的,如有的只要镀内径面的;有的只镀一头,而其余部分又镀别的镀层;有的只镀一个侧面,而别的部分就不允许有镀层的等。为了达到局部电镀的目的,可采用以下几种方法。 (1)双极性电镀 也就是使零件造成两个极—阴极和阳极,使阴极区镀上,而阳极区镀不上。 若只镀内表面,如图1所示。 压紧后放在阳极上;阴极上放其他导电物,例如阳极板。通电后就可以镀在内径面上,而外径面不会镀上,并且镀层均匀。 利用双极镀方法还可单镀一个侧面。如图3
图4双极性单镀一个侧面 双极性电镀由于使零件变为两个极,阳极部分会腐蚀,所以不能用酸性溶液。一般使用的是氰化镀液。由于铜件阳极部分会腐蚀,所以只适用于钢铁件。 (2)铁皮壳保护 如图5所示。 这样一种零件(实际生产中大头有齿,杆部有花键)只要镀杆部,大头不要镀,所采用铁皮盒如图6所示。
图6铁皮壳保护 镀时只要把零件放到盒里去,镀液不要漫过铁皮壳,大头就不会镀上了。 如图7所示。 这样一种零件(实际生产中杆部还有弹簧)要求只镀大头而杆部不允许镀。镀时,把杆部装到铁盒子里,如图8所示, 图8 就不会镀上了。像这样的零件还可以把要保护的部分放到铁皮筒里,同样大头也不会镀上。 如图9 所示的零件,只镀六角和螺纹部分而中间部分是做为轴颈用的,不能镀上。采用铁皮壳保护如图10所示。 镀时把零件装上就可以了。 (3)橡皮圈保护 用橡皮圈保护外径不被镀上是人们常用的一种方法,而用橡皮圈保护内径面不被镀上是较多的。 如图11所示, 用橡皮保护内径的方法和用挂具镀相比,显得又轻又快。用橡皮圈方法保护内径面,要根据零件直径的大小来选用橡皮的厚薄。 一般来说,零件直径20~200mm,橡皮的厚度应为2~15mm;橡皮的长度为零件直径的3.2倍,也就是橡皮弯成圈时要大予所要保护的表面,以保持橡皮对零件有一定的撑力。 (4)挂具的保护 局部电镀中,挂具的保护过去用过氯乙烯漆(这种漆很耐酸、碱,但用的时间不长,就像蛇皮一样往下掉),后来用聚氯乙烯,以丙酮溶解后涂上烤干,其效果和过氯乙烯差不多。改用火焰喷涂聚乙烯,比前两种要好些,但喷涂起来很费事,仍不理想。现在用氯丁胶涂覆,既有聚氯乙烯的耐酸、碱性,又不起皮脱落。涂时只要清洗干净,涂后晾干就可使用。若能加温干燥后使用就更好些。实践证明,如用塑料作挂具,达不到保护的目的。 以上介绍的大体上可把常遇到的局部电镀问题解决。此外,这几种方法还可联合用。 对个别零件,仍要用包扎的方法或涂的方法。涂的方法早先用蜡,为了防止脆裂,可用60%的蜜蜡、25%的石蜡和15%的松香,但有用前需加温、用后难除掉、镀前不易电解除油的缺点。后改用经丙酮溶解的聚氯乙烯,涂后晾干1h或者稍加温烘干,就可使用,工件镀完后涂层能够整块地剥下来,比较理想。 |
 只镀内表面像这样一个圆环(实际生产镀的是轴承内环等)只镀内表面,而端面和外径都不能镀上。用胶布包扎或者用涂料保护,不但手续麻烦,而且镀得还不均匀,但用双极性镀就很方便。镀时把零件放在挂具上(图2),图2
只镀内表面像这样一个圆环(实际生产镀的是轴承内环等)只镀内表面,而端面和外径都不能镀上。用胶布包扎或者用涂料保护,不但手续麻烦,而且镀得还不均匀,但用双极性镀就很方便。镀时把零件放在挂具上(图2),图2 双极性镀内径面;
双极性镀内径面;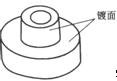 零件;这样一种零件(实际生产中下半部有螺牙),只镀一个台阶面和一个外圆面。用涂胶的方法很慢,用双极性电镀(图4)就好得多,质量也稳定。
零件;这样一种零件(实际生产中下半部有螺牙),只镀一个台阶面和一个外圆面。用涂胶的方法很慢,用双极性电镀(图4)就好得多,质量也稳定。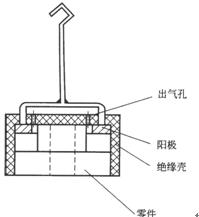
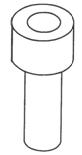 大头不镀而杆部镀的零件
大头不镀而杆部镀的零件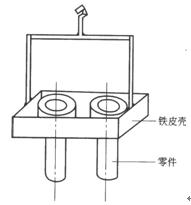
 大头镀而杆部不镀的零件
大头镀而杆部不镀的零件 放置零件的铁盒子
放置零件的铁盒子 两头镀而中间不镀的零件
两头镀而中间不镀的零件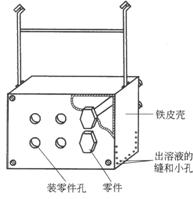 铁皮壳保护
铁皮壳保护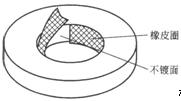 橡皮圈保护;这样一种零件内径面已镀了铬,其他部分镀镉,在镀镉时要保证铬层不被腐蚀,也同时不允许镀上镉,用橡皮条衬到里面,成为一个橡皮圈就保证了镀层不被腐蚀,并且镉也不致镀E。
橡皮圈保护;这样一种零件内径面已镀了铬,其他部分镀镉,在镀镉时要保证铬层不被腐蚀,也同时不允许镀上镉,用橡皮条衬到里面,成为一个橡皮圈就保证了镀层不被腐蚀,并且镉也不致镀E。


