(1)一般要求 镀铬电解液的分散能力差,采用的电流密度较高,因此镀铬对挂具的要求较为严格。设计合理的挂具是获得厚度均匀镀层的保证。挂具的设计要根据工件的形状、大小而异。 对挂具材料,要求在镀铬电解液中具有良好的化学稳定性,即不产生溶解和其他的化学作用。 对挂具导电部分,要求有足够的横截面积,以保证电流能顺利通过且不发热。 挂具的结构应采用焊接形式连接,夹具的非工作部分应绝缘,以减少电流的损耗。 内孔镀铬挂具阴、阳极必须用绝缘体隔开,并采用绝缘块代替保护阴极,孔与阳极必须同心,如图1所示。 常用的镀铬挂具如图2所示。
图2几种常用Ⅰ一零件;Ⅱ一夹具;Ⅲ一装挂状态
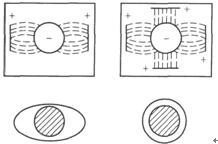
图3镀铬挂具 (2)耐磨镀铬的阳极和保护阴极为了得到厚度均匀的耐磨镀铬层,对阳极的面积、长短、 数量、形状等都要进行合理的选择。阳极的面积大小直接影响电解液中三价铬的稳定。一般在生产中,阴、阳极面积之比应控制在1:1.5或1:2。内孔镀铬时,阳极面积为阴极面积的1/2~1/3。镀棒状工件时,阳极的长度应该比工件的长度稍短一些;阳极表面必须均匀钻孔,以利电解液的对流;阳极与阴极相对应的各部分应保持等距离。以上这些措施都可减小工件在电镀后的椭圆度和锥度。 阳极的位置应由工件的外径大小、长短而定。当工件的直径在50mm以内、长度在100mm以内的外圆镀铬时,可采用两面阳极。若外径和长度都超过这个尺寸时,则采用四面或多面阳极。阳极板的放置方法对镀层质量的影响如图3所示;
图3阳极板放置方法对镀层质量的影响 而阳极板的合理悬挂位置如图4所示。
图4镀铬时阳极的悬挂位置 对形状复杂的工件,应采用辅助阳极和仿形阳极;对带有棱角和尖端的工件,宜采用保护阴极,见图5和图6所示。
图5镀冷冲模保护阴极示意
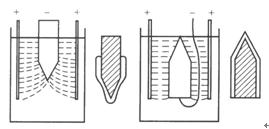
图6保护阴极 (3)耐磨镀铬工件的悬挂方法 工件与阳极的间距在保证两极析出的气泡能自由逸出的情况下,应尽可能地缩小。这样既可减少槽电压,又可使工件减小锥度。除镀工件内径外,工件与阳极的间距不能小于60mm。 对于棒状工件,在镀槽中的悬挂位置必须有利于氢气泡的析出,因此工件不应横挂在电解液内,而应垂直悬挂为好。工件横挂在电解液中,氢气泡在棒的底部难以逸出,反而造成工件下部形成明显的沟槽及上部镀层很薄的弊病,如图7所示。
图7零件在镀槽内的布置 当工件在镀槽内悬挂不当时,如图8和图9所示,
图8镀圆形零件阳极位置
图9镀刀尖悬挂方位示意 电力线将集中在工件角部和棱部,而使该部电流值过大,因而工件个别部位的铬层厚度厚于其他部位,使零件的形状改变。如工件和阳极置入电解液的深度一致,且工件上边缘至电解液面距离不大时,上述缺陷可减轻。采用金属垫圈(图10)、 图10 局部进行绝缘,缩小阴、阳极间距(图10)、
图11缩小阴极与阳极之间距离使镀层均匀设置辅助阴极(图12),效果均较好。
图12平滑量规安装图;1-量规;2-绝缘(夹布塑料或聚异丁烯酸树脂)# 3-铬镀层;4-钢垫辅助阴极 |
 内孔镀铬挂具单位:mm
内孔镀铬挂具单位:mm