结果与讨论 1.碱性浸锌液成分对后续镀层性能的影响 1.1 主盐浓度及配比的影响 浸锌液的主盐为Zn0和NaOH,NaOH浓度为50~150 g/L,每隔10 g/L取一个试验点;Zn0浓度为3~20 g/L,每隔3 g/L取一个试验点。分别进行浸锌后,再作镀铜处理,然后检测铜镀层的性能,比较浓度及配比的影响。经对比测试,确定NaOH的最佳质量浓度范围是90~120 g/L,Zn0的最佳质量浓度范围是8~12 g/L。在碱性浸锌液中,NaOH是锌的配位剂。当其含量高时,[Zn(On)4]2-比较稳定,使置换反应较缓慢进行,锌层结晶均匀细致。 1.2 添加剂的影响 除膜剂的影响:锌沉积层过厚,会影响镀层与基底的结合力,因此浸锌的时间不能过长。而碱性浸锌液在较短时间内很难较完整地溶解氧化膜,因此需要加入辅助除膜剂来加速氧化膜的溶解。辅助除膜剂的添加量要控制得当,过多会造成铝基体过腐蚀,过少则不能达到较好的活化和除膜效果。所添加的除膜剂为无机化合物,通过阴离子与铝离子形成配合物的方式去除铝表面氧化膜,添加量在5~l0 g/L能获得较好的活化效果。 阻滞剂的影响:阻滞剂为有机含氮化合物,该添加剂能加大阴极极化,降低锌的置换速度,使锌层缓慢均匀地沉积,从而达到细化晶粒的效果。阻滞剂能明显改善浸锌层外观和提高后续镀层与铝基体的结合力,添加量为4~6 mL/L。 2.电化学辅助浸锌的效果 对铝浸锌体系施加一个阴极过电位后,铝表面除发生锌的置换沉积外,由于阴极电流的通过,还会发生锌的电化学沉积。在这种状况下,金属锌在铝表面的沉积速度会因电沉积锌的加入而加快。随着阴极电流密度的增加,浸锌层变得粗糙、疏松,难以得到效果较好的浸锌层。故从原理上分析,施加一个阴极电位辅助浸锌的方法不利于在铝表面获得细致均匀的浸锌层。 当在铝的浸锌体系中施加一个阳极过电位时,阳极电流可促使铝表面氧化膜发生溶解,加速铝表面的活化;同时阳极电流的通过,还可使锌的置换层发生电化学溶解,使锌晶粒细化,起到二次浸锌工艺中酸蚀溶解的效果。另外,由于铝基体电极电位的提高,锌的化学置换速度变慢,锌黄换层也会变得比较细致。因此可预见,施加阳极过电位辅助浸锌的方法将有利于在铝表面获得均匀细致的浸锌层。 图1为不同浸锌条件下获得的铝表面SEM照片。
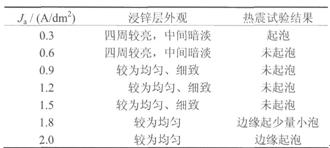
图1不同浸锌条件下获得的铝表面扫描电镜照片 Figure l SEM images of aluminum surface after Zn dipping under different conditions 由图la可知,当在浸锌过程中施加l A/dm2的阳极电流后,铝表面浸锌层显得均匀细致,呈多孔网状结构,孔径为200~300 nm。这种结构的浸锌层不但大大降低了铝基体的表面活性,还有利于增强后续镀层与铝基体的结合力。 图1b示出在相同浸锌条件下施加0.3~dm2的阴极电流后,铝表面浸锌层的SEM照片。由图1b可知,此时表面锌层粗糙且锌晶粒堆积在一起,呈疏松多孔状。显然,这种浸锌层很难使镀层与铝基体获得良好的结合力。 而不施加电化学影响时(见图lc),表面浸锌层虽然不及施加阴极电流所得锌层那样疏松多孔,但锌层已全部覆盖铝表面,不利于提高镀层与铝基体之间的结合力。 由此可见,辅助电化学方法可明显改变铝的碱性浸锌过程和表面浸锌层的质量,而电化学阳极辅助浸锌确实能明显提高锌置换层的质量。 本实验还采用了先施加阳极电流再施加阴极电流的交替电化学处理方法进行浸锌处理,但未能改善铝表面浸锌层的质量。故本文选择电化学阳极辅助浸锌的方法,探讨其对铝碱性浸锌层质量的影响。 3.电化学阳极辅助浸锌工艺参数对后续镀层性能的影响 表1示出了不同阳极电流密度下,铝表面浸锌层的外观效果和镀铜后镀层与基底之间的结合力。
表1浸锌时间60 S时,阳极电流密度对浸锌层外观和后续镀层结合力的影响 Table l Effect of anodic current density on appearance of dipped Zn layer and adhesion of deposit when the Zn immersion time is 60 s
由表l可知,采用施加阳极电位辅助浸锌的方法可获得较为理想的浸锌层和电镀层。尤其是当阳极电流密度控制在0.6~1.5 A/dm2时,镀层结合力非常好。阳极电流密度过小,对铝表面的活化能力不足,并且不能有效降低化学置换反应速度,得到的置换锌层晶粒不够细致:阳极电流密度过大,则会造成铝表面的过腐蚀,浸锌层的质量同样会受到很大的影响,不能·满足后续镀层的要求。 表2示出了阳极电流密度为l A/dm2时,浸锌时间对后续镀层性能的影响。
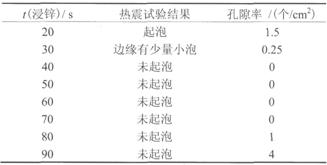
表2阳极电流密度l A/dm2下,浸锌时间对后续镀层性能的影响 Table 2 Effect of Zn dipping time on deposit at anodic current density of l A,dm2
浸锌时间小于30 S时,热震后镀层会起泡,同时孔隙检测也会有红斑出现。当浸锌时间超过70 S时,镀层会逐渐出现孔隙;而浸锌时间在2 min以上时,不但镀层出现孔隙,还会出现起泡现象。所以浸锌时间应该控制在40~60 S之间。浸锌时间过短,氧化膜的溶解活化不完全,置换锌层不够均匀,会影响后续镀层的结合力。而浸锌时间过长,得到的锌层过厚,锌层结晶变得粗大,同样会影响后续镀层的性能。 4.其他工艺参数的影响 4.1 温度的影响 电化学辅助一次法浸锌没有采用硝酸浸蚀步骤,要求铝表面锌置换层薄且均匀,则要尽可能减缓锌置换反应的速度。操作温度不宜过高,温度要求控制在15℃以下。 4.2 搅拌的影响 研究结果表明,电化学辅助浸锌过程中溶液搅拌与否对后续镀层的性能影响不大。
电化学辅助一步法浸锌工艺的初步研究 电化学辅助一步法浸锌工艺的初步研究:前言 电化学辅助一步法浸锌工艺的初步研究:实验 电化学辅助一步法浸锌工艺的初步研究:结论 |