半光亮镀镍溶液及其添加剂 第二次世界大战结束后,美国国内轿车需要量大大增加,当时轿车电镀的零件比现在的要多,如保险杠都是铁制的,电镀面积大,而且要求特别高。原来保险杠等电镀镍铬件,镀镍采用的是无光的普通镍镀层,镀后需要进行机械抛光。机械抛光花费人工多,劳动条件差,产量无法提高。这促进了电镀技术人员开发研究光亮镀镍层。当时美国的光亮镀镍水平,已比战前有较大提高,通过电镀工作者进一步的努力,可以满足大规模生产的要求。镀后镀层镜面光亮,不需抛光,大大降低了汽车生产商的成本,这使汽车制造商和电镀界都感到十分高兴。可是他们的高兴劲儿还没有过,各大汽车制造商都纷纷接到消费者的投诉,投诉的主要内容是电镀件质量太差,严重生锈。与战前电镀暗镍比,厚度未减,问题出在哪里呢?有些汽车制造商不得不加厚铜镀层的厚度,但问题仍得不到根本性解决,一时铜一镍一铬镀层陷入了深深的危机。 这一问题的出现,迫使电镀工作者和腐蚀工作者投入大量的精力进行研究。研究结果使这防护一装饰性镀层和相伴随的快速试验方法得到了一次飞跃的进步:诞生了多层镍电镀工艺和微观非连续相的镀铬层;在腐蚀试验方法上则出现了铜盐加速醋酸盐雾试验(CASS)和腐蚀膏试验(Korrodekote)两种加速腐蚀试验的方法。 研究结果表明,光亮镀镍层防腐蚀能力不及暗镍好的主要原因是镀层中含硫。原来的无光镍镀层不含硫或仅含少量的硫,含硫量少于0.003%,而光亮镍镀层的含硫量则要达到约0.05%。含硫量高的镀镍层电化学活性明显大于不含硫或少量含硫的普通镀镍层。也就是含硫量高的镀镍层的极化电位明显变负,从而使镀镍层的惰性减少,活性增加,这就是光亮镀镍镀层容易遭受腐蚀的原因。
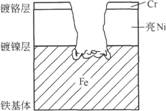
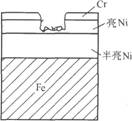
图9-1 单层镍一铬镀层的腐蚀示意 图9-1是单层镍一铬镀层的腐蚀示意。从图中我们可以看出,腐蚀首先是从铬层的裂纹或孔穴中暴露出来的镍镀层开始的。铬虽是负电性金属,但它在大气中能迅速形成一层致密的氧化层,从而使铬层的电位向正移动,直至接近黄金的电位。在腐蚀过程中,铬层与镍镀层形成微电池的两极,电位较正的铬层成了阴极,电位较负的镍镀层成了阳极,镍层遭到腐蚀穿透达到铁基体而产生红锈。如镍层下面还有铜底层时,铜的腐蚀会加速腐蚀过程,因此铜底层无助于镍一铬镀层的耐蚀性。 我国电镀行业习惯上在镀镍前常用氰化镀铜作为打底镀层,对这一工艺,我们大都俗称"飞铜",这是因为镀层是非常的薄,电镀的时间飞快。对这一工艺的认识,一是认为镀上一层铜总比不镀铜的防腐蚀性要好;二是我们对镀前处理常是不够严格和彻底的,氰化预镀铜实际上是起到一种前处理除油和活化作用,因为氰化镀铜溶液不但有良好的除油作用,而且氰化钠还是一种优良的活化剂,能活化镀件的基体,所以经"飞铜"后,有利于提高镀层的结合力,从而提高电镀产品的成品率。 日本名古屋大气暴露试验场曾做过五年大气暴露试验,得出一个结论:镀镍层用薄铜打底是没有好处的。为了环保起见,我们也应该不采用这一工艺。 图9-2是双层镍套铬镀层的腐蚀示意图。从图中可以看到,光亮镍镀层被部分腐蚀后,腐蚀过程达到半光亮镍层的界面时,由于这两层镍之间存在着120~130mV的电位差,形成一个微电池,含硫量多的光亮镍镀层成为阳极继续遭到腐蚀,而半光亮镍镀层则作为阴极而受到保护,使原来腐蚀从纵向进行改变为横向进行,也就是使腐蚀在半光亮镍层的表面上进行;半光亮镍层本身抗腐蚀性较强(这可从退镀半光亮镍层比退除光亮镍镀层较困难可以清楚地看出)。其实,光亮镍镀层虽然电位较负,比较容易引起腐蚀,但它毕竟是镍,它的耐蚀性要大大高于铁基体,也就是说,它的腐蚀速度不会像铁基体一样快。
图9-2双层镍套铬镀层的腐蚀示意 综上所述,不难看出双层镍的抗腐蚀性比单层镍好的原因。在镍层总厚度相同的情况下,具有电化学保护作用的双层镍耐腐蚀性不但比光亮镍镀层好,而且还超过无光镍镀层,这就不难理解了。 我国在20世纪80年代中期,在国家标准化管理局的领导下,由全国金属和非金属标准委员会组织,参考国际标准,制订了适合我国国情并与国际标准接轨的电镀层质量考核和评价标准;但遗憾的是,某些部门直到现在为止,对电镀镍一铬体系的镀层仍在按过去常采用的中性盐雾试验方法来考核评价铜一镍一铬和镍一铬体系的镀层质量,以致铜一镍一铬电镀层在中性盐雾试验中合格,而在实际使用中抗蚀性较差的怪现象。对双层镍一铬镀层,用中性盐雾试验往往反而难以达标;实际上中性盐雾考核的是镀镍层孔隙率指标,与实际使用中会有较大的差距。以自行车为例,我国目前的镀层体系还多数是铜一镍一铬,执行的是中性盐雾试验标准。如镀铜层厚度10~12μm,镀镍层8~10μm,铬镀层0.5μm,总镀层厚度约为20~22μm,这样的镀层在中性盐雾试验时,一般都能通过;而日本等国和台商在大陆投资开设的自行车公司,他们执行的是双层镍一铬镀层。一般半光亮镍层为6~6.5μm,光亮镍镀层厚为3~3.5μm,镀铬层厚度为0.5μm,总厚度为10μm。我们验收试验的方法是中性盐雾,国外和台商使用的乙酸盐雾、铜乙酸加速盐雾。毋庸说,后者是符合国际标准的。笔者曾亲身经历了一家台商的自行车车圈和上海两家规模较大的自行车厂车圈的抗腐蚀模拟对比试验的实验。台商自行车车圈镀的是双层镍,工艺由笔者设计制定,双层镍一铬镀层总厚度平均l0μm;上海两家自行车厂的车圈镀的是铜一镍一铬镀层,镀层平均总厚度接近20μm。三家各取车圈三只,放在地处上海安亭的一家专门为自行车配套和出口到日本等国自行车车圈的台资制造公司的电镀车间窗外,三个月后,铜一镍一铬镀层已经生锈,双层镍一铬只是色泽变暗,擦拭后仍然能光亮。 对双层镍一铬的成本会不会比铜一镍一铬镀层的成本高的问题,以自行车为例,我们曾算过一笔账,电镀双层镍一铬镀层比铜一镍一铬镀层,每辆自行车约可降低电镀成本至少10元人民币。对自行车车圈来说,因为双层镍一铬镀层的总厚度只需10μm,而铜一镍一铬镀层的总厚度要求在22μm,这其中的镍镀层也接近10μm;这就是说,采用双层镍镀层可不需镀铜,这样省掉了镀铜所需的原材料和电力。 关于结合力的问题,主要是双性电极引起的,只要注意了这一问题,结合力是不会有问题的,就是把车圈压扁,双层镍之间也不会起皮脱落。至于表面粗糙度的问题,只要改进打砂的质量就完全能够达到要求。 |