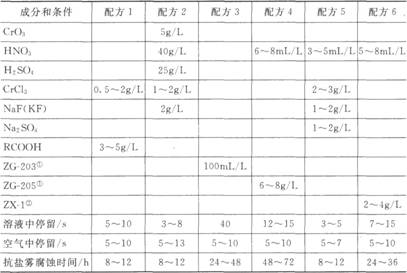
钝化溶液类型 (一)白色和蓝白色钝化 白色和蓝白色钝化在所有的钝化膜中膜层最薄、防护能力最差。它们主要用于有一定装饰性要求的零部件上,如日用五金、建材、轻工产品、家用电器、输变电金属工具等。 通常情况下,这种钝化溶液中含有铬酐、氟化物、三价铬和硝酸等。近来,也有直接采用三价铬盐等溶液来进行钝化的,特别是一些进口材料,有的在钝化溶液中加入氨基磺酸或其他有机磺酸或其盐类,以提高其装饰性效果。近年来发展的具有一定实用价值的白色和蓝白色钝化液的组成和操作条件见表7-22。 比较表7-22中所列的配方不难看出,白色钝化和蓝白钝化溶液属强酸性,每种溶液中都含有三价铬化合物,工件在溶液中处理的时间都很短。配方1、5为无六价铬的钝化剂;配方2、4、3、6中含有不同量的六价铬。由上述溶液中可得到浅蓝色的钝化膜。 表7-22几种白色或蓝白色钝化溶液的组成
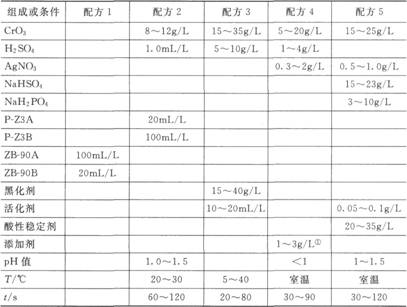
①武汉材料保护研究所电镀技术生严力促进中心; ②上海永生助剂厂。 为了提高白色钝化膜的耐蚀性,人们采取了许多措施,如:钝化后用有机化合物或聚硅酸盐进行封闭;也有人提出调整钝化溶液的组成,钝化后不清洗等,但效果都不太理想。 (二)彩色钝化 彩色钝化是镀锌层最常见的钝化之一,通常使用的低铬彩色钝化液含3~5g/L铬酐、1~3ml/L硝酸和0.3~lmL/I。硫酸以及少量的醋酸或高锰酸钾或其他成分。得到的钝化膜颜色较淡、膜层较薄,在中性盐雾加速腐蚀试验中,出白锈时间在48~96h之间,且有时工件在存放期即出现变色。难以满足汽车、家用电器等行业越来越高的要求。 自20世纪90年代以来,人们通过分析彩色钝化膜在存放过程中变色的原因,对低铬钝化溶液中各成分的用量、镀锌工艺与钝化溶液的匹配性进行了研究,在钝化溶液中引入硅化合物以封闭膜层的裂纹,钝化后进行涂膜的复合处理工艺等方面也进行了广泛的研究。有人提出:在低铬彩色钝化溶液中,铬酐与硫酸的物质的量比以(6~7):1为最好;也有人认为彩色钝化还是应该用高铬;还有人通过对成膜过程的分析,放弃了常用的硫酸和硝酸及它们的盐,选用适当的成膜剂来提高钝化膜的厚度和耐蚀性。近几年来开发的、具有一定使用价值的彩色钝化溶液的组成和操作条件见表7-23。 表7-23较有价值的彩色钝化溶液
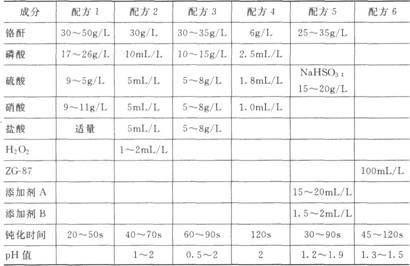
①武汉材保电镀技术生产力促进中心。 采用表7-23所列的溶液,在规定的操作条件下,均可获得色彩艳丽的钝化膜,但钝化膜的耐蚀性却大不相同。在中性盐雾加速腐蚀试验中,采用配方l、3、5得到的钝化膜在96~144h间即出现镀层腐蚀(白锈),而采用配方2、4得到的钝化膜,一般在200h内不会出现白锈。特别是采用配方4得到的钝化膜,色彩浓厚,出白锈时间最长可达400h。配方4的钝化溶液中不含常用的阴离子如硫酸根、硝酸根、高锰酸根、醋酸根等,而采用了特别的 缓冲剂和成膜剂,使得膜层的厚度和膜层中六价铬的含量均有了较大提高。 (三)黑色钝化 为了满足某些特殊行业,如电子工业、测量仪表、光学器械、汽车部件等的要求镀锌黑钝化在近几年得到了越来越多的应用。在市售的黑钝化剂中,发黑剂主要是银盐,以铜盐作发黑剂的已寥寥无几。有人通过比较几种配方的成膜机理和实际考察,认为使用银盐得到的钝化膜,无论是外观,还是耐蚀性都比使用铜盐或银盐和铜盐的好。 使用银盐的黑色钝化剂,又分为醋酸型和磷酸型两种。比较而言,醋酸型的钝化膜外观较好,但耐久性较差;磷酸型的钝化膜外观不如醋酸型,但耐蚀性和抗老化性较好。几种黑钝化溶液的组成和操作条件见表7-24。 表7-24黑钝化溶液的组成和操作条件
①此添加剂为R(Z)COOH。 在表7-24所列的配方中,既有醋酸型,也有磷酸型。试验证明,在中性盐雾加速腐蚀试验中,醋酸型钝化膜在200h内出白锈,而磷酸型钝化膜出白锈的时间却大于200h。ZB-90为混合酸型黑钝化剂,由此得到的钝化膜在NSS试验中出白锈时间大于250h,钝化膜又黑又亮,具有一定的使用价值。 国外有人在黑钝化溶液中加入多元有机酸或磺化芳香羧酸,使钝化膜的外观和耐蚀性得到较大改善。但多元有机酸和磺化芳香羧酸在含六价铬的酸性溶液中的稳定性,及其生产成本限制了工业化生产应用。配方4将脂肪酸衍生物引入黑钝化溶液中,使钝化膜不易产生流痕,外观得到较大改善,如果该衍生物易得且稳定,一将具有较大的使用价值。 (四)绿色钝化 绿色钝化是镀锌钝化膜中膜层最厚、耐蚀性最好的一种。这种钝化通常被用于军工、航海、化工机械等的处理。绿色钝化常采用以铬酐、磷酸、硫酸、硝酸、盐酸组成的五酸钝化溶液。但是,这种钝化溶液组分间的比例对成膜的影响很大,溶液使用后的调整也很困难。为了得到理想的绿色钝化膜层,自20世纪80年代中期以 表7-25 绿色钝化溶液的组成与操作条件
来,许多电镀工作者进行了这方面的研究。日本研究人员采用醋酸代替盐酸得到了外观均匀的绿色钝化膜,但膜层的耐蚀性不太理想;随后有人在溶液中加入过渡金属的盐,使钝化膜的耐蚀性有了很大的提高。与此同时,我国的电镀人员对钝化溶液中各成分的比例进行了多种实验,提出了几种具有使用价值的配方,其具体组成及操作条件见表7-25。 由表7-25可见,目前我国使用的绿色钝化溶液大部分以五酸为主,钝化膜的厚度为2~3μm,在中性盐雾加速腐蚀试验中,一般在200h后出现白锈,最好的达到300h。 |