除锈 如果铁或钢制材料受热到高温(如高于700℃),与基体金属连接处会形成厚的Fe0层,其上形成Fe304层,外表面为Fe203层。Fe0层是裂开的,在裂缝处同时存在着铁和Fe304;在低温(低于575℃)下加热形成的锈皮没有Fe0层,但事实上具有Fe304层,外边为Fe203。 对于钢铁基体的除锈皮,主要采用硫酸或盐酸。 (一)硫酸除锈皮 硫酸与锈皮发生如下反应: Fe203+3H2S04=Fe2(S04)3+3H20 (6-1) Fe304+4H2S04=FeS04+Fe2(S04)3+4H2O (6-2) Fe0+H2S04=FeS04+H20 (6-3) Fe+H2S04=FeS04+H2 (6-4)
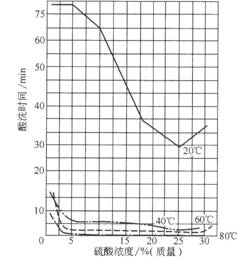
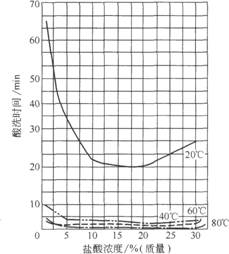
图6-5硫酸在冷轧和退火钢片上的除锈皮效果 在这些反应中,方程式(6-3)的反应最快,而其他反应相对较慢。产生氢气的方程式(6-4)的反应不仅发生在锈皮中,而且也发生在基体材料上。此外,氢气在基体材料中扩散,可导致氢脆。然而,在锈皮和基体金属表面的界面上产生氢时,亦可削弱锈皮与基体的紧密结合,有助于物理除去锈皮。由方程式(6-1)的反应生成的Fe2(S04)3(硫酸铁)与方程式(6-4)产生的氢气和铁反应,导致下列还原反应。 Fe2(S04)3+H2=2FeS04+H2S04 (6-5) Fe2(S04)3+Fe=3FeS04 (6-6) 在方程式(6-6)的反应中,基体金属表面被锈蚀。在硫酸中,在相应的氧化物间,形成了局部电池,加强了电化学溶解的作用。此反应的速度由温度和硫酸的浓度控制。通常,在高温高浓度时,锈皮的溶解得到促进。在酸洗温度、硫酸浓度和酸洗时间之间,存在着如图6-5所示的关系。 例如,在40℃时除锈皮效果远大于20℃,但即使温度进一步升高,效果增强也不明显。此外,硫酸浓度在0~20%,酸洗速度随硫酸浓度增加而增强,但在较高浓度时,效果反而下降。因此,酸洗的标准条件是硫酸浓度为10%~20%,温度为40℃。 硫酸溶液的老化可根据溶液中铁或硫酸亚铁的含量进行调节。如果铁或硫酸亚铁的含量分别为80g/L或215g/L,溶液就不能使用。因此,硫酸亚铁必须通过冷却溶液呈结晶沉淀出来,除去并补加新溶液(以补上减少的量),才能继续使用。 (二)盐酸除锈皮 盐酸与钢铁锈皮间发生类似于硫酸的反应。 Fe203+6HCl=2FeCl3+3H20 (6-7) Fe304+8HCl=2FeCl3+FeCl2+4H20 (6-8) FeO+2HCl=FeCl2+H20 (6-9) Fe+2HCl=FeCl2+H2 (6-10) 方程式(6-7)和方程式(6-8)产生的FeCl3(氯化铁)与方程式(6-10)的反应产生的氢气、锈皮和基体金属中的铁反应,还原成FeCl2(氯化亚铁)。 2FeCl3+H2=2FeCl2+2HCl (6-11) 2FeCl3+Fe=3FeCl2 (6-12) 这些反应不能以相同的速度发生,但与铁的反应比锈皮中相应组分的溶解反应要快。盐酸浓度、酸洗温度和酸洗时间之间的关系如图6-6所示。在高温和高盐酸浓度时,锈皮的溶解速度高。与硫酸的情况(见图6-5)进行比较,在相同浓度和相同温度时,盐酸去锈皮比硫酸快1.5~2倍,而且除锈后的金属表面十分均匀漂亮。在一般的条件下,去锈皮采用浓度为l5(10%~20%)的盐酸在室温下进行(因为盐酸易挥发)。 选用硫酸或盐酸,应根据具体工作要求而定。 (三)电解酸洗除锈皮 电解酸洗分PR电解、阴极电解、阳极电解。大多数在含有5%~20%的硫酸的溶液中进行。使用电解的方法可以比浸渍法更快更容易地除去非常紧密的锈皮。 阴极电解(用工件作阴极)是在电流密度为5A/dm2(1~10A/dm2)、65~75℃时进行的。基体金属锈蚀较小,且可以保证空间精度。因为大量产生氢气,也易于引起氢脆。如果加入酸洗腐蚀抑制剂,可以进一步防止基体金属的腐蚀,并可减少氢脆的发生。阴极电解酸洗对于除去不锈钢氧化物有效。
图6-6盐酸在冷轧和退火钢板上的除锈皮效果(Halls) 在阳极电解(用工件作阳极)中,由氧气可引起锈皮的物理剥离,但基体金属表面易钝化,以防止腐蚀。此方法的一个特点是不发生氢脆。电镀前需要活化,以除去金属表面的钝化膜,保证镀层与基体良好的结合力。PR电解对于除去不锈钢上的氧化皮特别有效。 (四)碱性电解除锈 使用电解酸洗除锈是有效的方法,但表面易粗化,难以避免产生雾状和氢脆等。为了克服这些缺点,除去污物、油脂、锈斑等,可以在碱性溶液中进行电解。 电解使用含有氢氧化钠、络合物和表面活性剂的溶液。已知的络合物有柠檬酸、酒石酸、葡萄糖酸、EDTA等。特别是葡萄糖酸在碱性溶液中具有高的络合力,并形成水溶性的金属葡萄糖酸络合盐。Hoine建议使用下列电解质。 氢氧化钠和葡萄糖酸钠的混合物的浓度 2%~40% 混合物中氢氧化钠和葡萄糖酸钠的比例 1:1~9:1 表面活性剂 1% 温度 浸渍 70~90℃ 电解 60~70℃ 电流密度(电解清洗) 2.5~lOA/dm2 PR电流周期 正常电流 l0~30s 反向电流 20~60s 反向电流与正常电流时间比 2:1 表面活性剂的添加和搅拌可促进锈皮和锈的除去。 |