抛丸用磨料有很多种材料和形状,以对应不同的抛丸工件和工艺,本书只阐述锌铬涂层技术用球形钢丸。 (1)钢丸化学成分见表1。 表1钢丸化学成分
(2)常用钢丸型号与直径对照见表2。 表2常用钢丸型号与直径对照
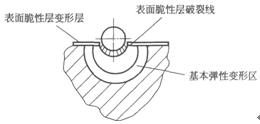
(3)抛丸的定义和原理 ①定义。由机械方法获得高速而近距离投射到工件表面上,以进行清除黑皮、氧化膜、毛刺、锈斑等表面清理。 ②原理。如图1所示。
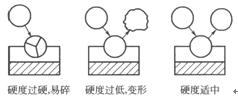
图1抛丸原理 高速钢丸打击工件表面,使其局部变形而产生弹丸压痕,每一个弹丸压痕有如图3—4所示的三层区别明显结构,钢丸打击以后几乎同时产生如下三个作用。 a.对中层塑性区的前、后、左、右和上,从五个方向上瞬间产生压缩变形,并瞬间向表层推动,从而使已经有破裂线的脆性层迅速脱落。 b.几乎又推动弹性产生反弹力,使其获得反弹速度而反弹出去,弹丸压痕三个区域是同时发生和存在的。 c.要使脆性层得到脆性破裂,必须要达到其脆性变形量,因此要求有适当压痕深度,即必须有适量的塑性变形区,三者的厚薄随抛丸目的不同而有差异。一般抛丸清理仅仅要求能破坏其表面附属物,使其脱落,故脆性基体越少越好,因此必须合理选择工艺参数。 (4)钢丸压痕覆盖率 钢丸压痕覆盖率是决定抛丸时间的重要参数,抛丸质量要求钢丸压痕深度达到表面粗糙度,又要求均匀全部覆盖,美国自动工程学会经过大量试验得出如图2所示曲线;从曲线可见要达到100%的覆盖率,时间需约l5min,用读数显微镜观察和计算弹丸压痕覆盖过的和未覆盖的面积比,当达到覆盖率98%时,就当作覆盖率100%;以此时间T值为’基数,延长l.5倍的覆盖率为l50%,延长2倍的覆盖率为200%。 (5)钢丸硬度、密度、反弹性与抛丸清理效果、抛丸速度的关系 ①钢丸硬度与抛丸效果的关系。如图3所示。 ②钢丸硬度与反弹性关系。如图4所示。
图2钢丸压痕覆盖率与时间曲线
图3钢丸硬度与抛丸效果的关系
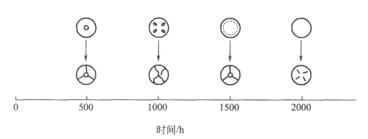
图4钢丸硬度与反弹性关系 从图3、图4可以看出钢丸硬度适中,可以大大提高钢丸压痕覆盖率,缩短抛丸时间。 ③钢丸密度与寿命的关系。如图5所示。 ④钢丸硬度与清理速度成正比,但与寿命成反比,所以钢丸硬度高,抛丸清理速度快,但钢丸寿命短,消耗量大。
图5钢丸密度与寿命的关系 ⑤适宜的钢丸硬度具有优良的反弹性,有利于将工件每个部位能充分抛丸清理,缩短抛丸时间。 ⑥钢丸内部缺陷如气孔、龟裂、内缩孔等均影响钢丸使用寿命,并增加消耗量。 ⑦密度大于7.4g/cm3钢丸内部缺陷为最小。
|