国内首创、国际先进 CDS无氰酸性镀铜新技术应用报告 河北省电化工程有限公司 陈允盈 二00九年六月二十六日的报告 摘 要本文介绍了一种无氰酸性镀铜新工艺。该工艺经过了国家权威机构的严格检测,已经实现了产业化。其技术水平达到“国内首创,国际先进”。大生产证明该工艺镀层与基体结合力牢固、溶液稳定、使用寿命长、成本低、环保。本文注重介绍了工艺的应用、操作、维护及常见故障的解决方法。实践表明,该项新技术完全可以代替氰化物在铁基体上镀铜。 关键词 铁基 无氰 酸性 镀铜 低成本 环保 产业化 国际先进 在铁基体上实现无氰镀铜是一个世界性的难题。据报道,国内外无氰镀铜研究都是在碱性环境下进行的,这些无氰碱性镀铜配方还都处在研发和试验阶段,工艺不成熟,结合力差,均不能实现产业化。 河北省电化工程有限公司自2000年开始在酸性条件下采用新材料进行科研攻关,历时七年,自主研发成功CDS无氰酸性镀铜新工艺(专利号200810118568.8),它完全能够代替在世界电镀史上应用了一百七十多年的氰化物在铁基体上镀铜。同时,它还突破了钢铁管状工件不能镀酸性光亮铜的禁区。CDS无氰酸性镀铜技术以它符合环保要求、低廉的成本、稳定可靠的性能、适合大规模生产的沉积速度,掀开了电镀历史上新的一页。 本工艺经过环境保护部的环保评审认定并列入国家火炬计划重点项目。 一 项目概述 我国电镀产业的生存与可持续发展,除了企业自身条件外,我认为还面临着现实社会带来的这样四个问题: 一是环保。电镀在生产过程中使用有毒有害材料对人体、对环境造成的危害严重。它必须经过治理达到环保指标,才能合法生产。 二是成本。原材料价格忽高忽低,产品加工价格却未能随之增加。 三是质量。加工产品质量要求越来越高,相对生产工艺技术却比较落后。 四是市场。随着经济的衰退,企业无米下锅,不少地方出现恶性竞争。 电镀企业如何越过屏障走出危机,寻求更大的生存空间,是摆在我们广大电镀工作者面前亟待解决的课题。这不仅是一个工艺技术问题,而且是一个经营战略问题。 河北省电化工程有限公司早在10年前就开始探索电镀企业发展的方向和路子,通过坚持不懈的努力,克服重重困难,终于摸索出了一条节能环保、降低成本、提高镀层质量的新路子。本项目CDS无氰酸性镀铜新技术属于资源与环境发展、清洁生产与循环经济的关键技术领域。本发明提出一种用于钢铁表面无氰无甲醛酸性电镀铜新工艺。溶液由CuSO4.5H20,阻置剂,络合剂,还原剂等组成,它沉积速度快,镀层厚度可根据需要继续加厚,在酸性溶液中可以在钢铁基体上直接镀铜,置换层被抑制,从而获得结合力牢固的镀铜层。本工艺具有可靠性、稳定性、经济性的特点。 CDS酸性镀铜的机理。本工艺经过了化学镀发展到可附加电源也可实施电镀,由于今天着重讲它的应用,相关部分以后再行研讨。这里特别说明的一点是:经过大量的实践证明,只要选择了适当的阻化剂,在酸性溶液中铁基体和铜离子的置换反应是可以控制的,实现有良好结合力的镀层是可以做到的。 本项目的关键技术:首先选择适合CDS酸性镀铜液的酸盐,阻化剂实现合理配位,有效抑制铜离子与钢铁置换反应;其次选择以次磷酸盐等组成的复合还原剂,使Cu2+在金属表面形成了镀层而不是置换层,使基体与镀层结合力非常牢固;第三研制组合络合剂,使酸性镀铜液产生的有害成分和带入的杂质,实现有效分离沉淀。 二 主要工艺技术指标 1、不含氰化物和甲醛 2、电流效率98%、镀层沉积速度6min-10min,镀层厚度达到2-3微米 3、结合力:达到GB5933标准,航天QJ479-96标准 4、深镀能力和分散能力好 5、阳极采用磷铜板,阳极与阴极的面积比2:1 6、阴极移动、空气搅拌 7、溶液稳定,只需按工艺要求维护和补加可常年使用不报废。
溶液组成及操作条件 电镀(挂镀、滚镀)
注:镀铜浓缩液1升配工作液5升 化学镀
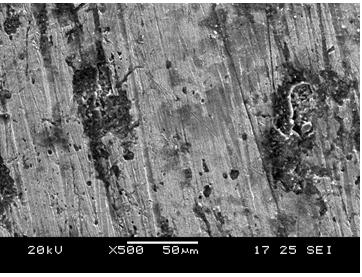
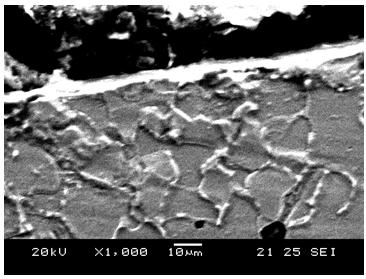
注:镀铜浓缩液1升配工作液5升 CDS酸性镀铜浓缩液(化学镀、电镀)由阻化剂、络合剂、加速剂、还原剂等组成。阻化剂有效抑制铜离子与钢铁发生置换反应,还原剂使Cu2+在金属表面形成镀层而不是置换层,基体与镀层的结合力非常牢固;络合剂使酸性镀铜液产生的有害成分和带入的杂质实现有效分离沉淀,保持溶液稳定;加速剂提高镀层沉积速度。 CDS镀铜添加剂(化学镀、电镀)开缸时无需使用,生产时按消耗量补加即可;硫酸铜主要提供铜离子,提高电流效率;磷铜板主要用作阳极导电板。 三 CDS镀铜液的含量值及槽液的配置方法 1、CDS镀液中浓缩液的含量值: (1) 化学镀铜:每升溶液中去离子水800ml,浓缩液200ml,硫酸铜40-50g (2) 电镀铜:每升溶液中去离子水800ml,浓缩液200ml,硫酸铜80-110g 2、CDS镀铜工作液的配置方法(化学镀、电镀) (1) 把计算量的三分之二的去离子水注入缸内。 (2) 加入所需硫酸铜,搅拌至完全溶解。 (3) 加热至60-70℃。 ⑷ 加入3-5g/升粉末活性碳,搅拌2小时。 (5) 保温沉淀10小时,然后过滤净。 (6) 空气搅拌1—2小时 (7) 把计算量CDS镀铜浓缩液加入缸内。 (8) 加入去离子水至工作体积即可施镀。 (9) CDS镀铜添加剂开缸时无需添加。 3、外接电源 CDS酸性镀铜用附加电源进行生产可以提高镀层沉积速度,有利于溶液的维护与稳定。 直流电源。阳极采用电镀级磷铜板,为防止铜阳极中不溶性杂质落入镀液内而影响镀层质量,建议使用阳极袋(耐酸涤纶布)。阳极与阴极的面积比2:1。 阴极电流密度0.5-2.0A/d㎡。 阴极移动、空气搅拌。 4、CDS酸性镀铜的装载量:2-4d㎡/L。 四 工艺流程 钢铁工件→碱性化学除油→三连水洗→酸性化学除油→三连水洗→电解除油→水洗 →酸活化→CDS镀铜→水洗→活化→镀酸性光亮铜(管状)→三连水洗→镀光亮镍及其它镀层。 (滚镀的工艺流程,滚具和镀前处理根据不同的材质、不同的工艺要求须有不同的设计) 五 CDS镀铜添加剂和硫酸铜的消耗量分析补加方法 1、硫酸铜的消耗:可采用参照酸性镀铜的检测分析方法用EDTA滴定法每日一至两次 2、CDS镀铜添加剂消耗量为500-750ml/KA.h。 CDS化学镀铜添加剂消耗量μm/d㎡:0.05ml。 3、定期分析法: 根据企业的生产量10-30天定期分析。新溶液配制投入生产后,镀层结晶细致光亮,当镀层出现结晶粗糙、色泽发红发暗或出现镀层与基体结合力不牢时,取溶液1升,试片一个,添加剂适量,按工艺要求操作补加添加剂(或硫酸铜)调整到溶液正常工作为止。 六 工艺操作,维护及注意事项 1、镀前除油、除锈、除垢、除蜡要彻底。不要过腐蚀,不要挂灰、挂膜,金属表面要清新,才能保证基体与镀层结合力牢固。 2、碱电解除油后,碱膜必须脱净,再进入CDS镀铜液施镀。 3、电流不要过高或过低,过低镀层沉积速度慢,过高镀层粗糙或烧焦影响结合力。 4、CDS添加剂应按消耗量定时补加,添加量不宜过多或过少。否则会影响镀层的质量。硫酸铜的补加量不宜过少或过多,过少镀层沉积速度较慢,覆盖能力较差;过多镀层粗糙,光亮度较差,溶液稳定性变差。可采用第五条所说的分析方法,及时分析补加,保障溶液稳定正常工作。 5、避免和碱性镀铜共用同一活化、水洗槽生产,影响镀层质量。不得把碱性溶液带入CDS溶液中,影响溶液的稳定性。 6、CDS镀铜工作液pH值一般稳定在1.0—3.0之间,无需调整。如果pH值太低,镀层沉积速度慢,用NaOH来调整;pH值太高,溶液稳定性变差,用H2SO4来调整。 7、CDS镀铜后的活化液不能失效,否则会造成酸性光亮镀铜沉积速度慢,结合力不牢。 8、溶液久置不用,溶液中产生一价铜,镀层则会产生黑色条纹或斑点。解决方法:使用前需提前使用空气搅拌,必要时加温到70℃,然后冷却到室温。 9、有机杂质多时会影响镀层质量,一般生产半年或一年大处理一次。 处理方法:添加2ml/L双氧水,升温70℃,然后加入活性炭3-5g/L吸附过滤除去,最后加入适量的添加剂调整溶液至正常即可施镀。 10、铁的极限值为10g/L。定期用小电流(0.2-0.3A/d㎡)电解除去,阳极与阴极面积比2:1。 11、阳极板应定期清洗,一般每月清洗一次,否则钝化膜增厚槽压升高电流降低影响电流效率。 七 产品检测情况: 本工艺坚持走厂校结合,边研制、边生产、边检测的科研路线。 (一)检测标准:Q/BDHG企业标准 GB-5933标准 QJ4796-96航天标准 GB6461-86标准 (二)检测内容和方法 1 2006年后分别对CDS镀铜液有关成分、参数对镀铜沉积率、显微组织的影响进行检测 (1)北京理工大学的检测 北京理工大学材料科学与工程学院2006年5月对产品的“镀层物相分析”、“镀层结合力”、“镀层形貌及镀层厚度”、“化学镀铜沉积率”、“镀层能谱分析”、“显微硬度”六项进行了试验测试,分析测试结论:1、当CuSO450g/L,施镀时间为10分钟时,沉积率达到最大值为12mg/h.cm2,镀厚约为2.2μm。2、镀液性能稳定,使用1年后的镀液经调整后的沉积率与新镀液基本相同。3、镀层为晶态单质铜,显微硬度HV200—210之间。4、镀铜层与基体的结合强度符合GB5933的要求。所检项目都体现了产品的优越性。 镀层形貌、厚度及能谱分析 对在CDS化学镀铜液中含CuSO4为50g/L,pH为3,施镀时间为10分钟情况下的试样表面以JSM-6400型扫描电子显微镜(SEM)摄制照片,并将来料截取截面经打磨抛光、浸蚀制取金相试样,然后在扫描电镜上摄取截面照片并量取镀层厚度。 表面形貌如图所示,截面形貌如图所示表面形貌与热轧低碳钢板形貌相同表明化学镀铜层仿形性好。截面照片中白色亮带为镀层,明显显示出与基体钢组织有显著的区别,按摄取显微照片的放大比例测算镀铜层厚约为2.35μm。
镀层表层形貌
基体及镀层截面图
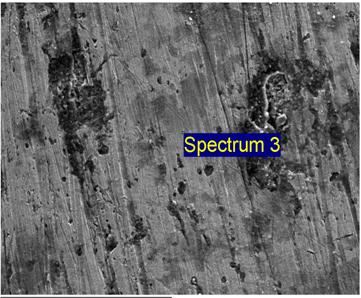
图试样表面显微电镜照片,标记了位置的能谱图,表3.5为成分测算结果。表面以X’Pert PRO MPD型X射线衍射仪进行检测,X射线衍射图如图3.14。
图3.12表面显微照片
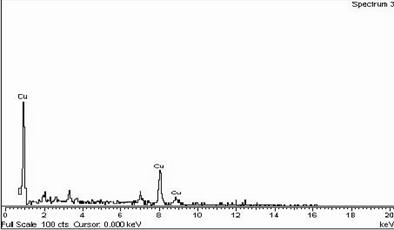
图3.13表层能谱 表3.5成分分析表 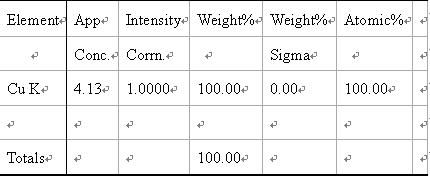
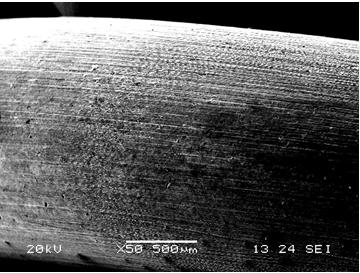
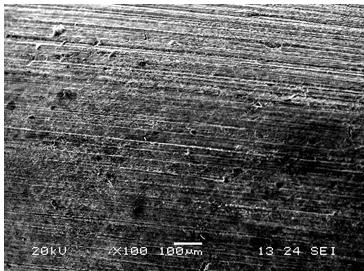
能谱分析表明试样表层为Cu。从X射线衍射图中可以看出有三个铜峰,同时也表明镀层为晶态铜。 2 镀层结合力 处理试样有两种,其一为直径Ф2钢丝,另外为低碳钢片状试样,均在CDS化学镀铜液中含CuSO4为10g/L,pH为3,施镀时间为10分钟情况下,经过表面化学镀铜处理。 (1) 缠绕法:按GB5933标准将来料镀铜钢丝缠绕在Ф2的芯轴上,放大50倍和100倍观察表面。 (2) 锉刀法:按GB5933标准,将来料镀铜钢片反复挫削至露出钢铁基体。 缠绕法照片如图3.15、图3.16所示,锉刀法照片如图3.17所示。
图3.15缠绕法镀层照片 ×50
图3.17锉刀法照片 从图3.15、图3.16可见有平行于镀铜钢丝长度方向上的条纹,长度方向上的条纹为钢丝拉制及缠绕变形痕迹,而没有垂直于钢丝长度方向的条纹,表明经在同芯轴上缠绕后镀层没有明显断裂,更无脱落现象。按GB5933说明来料试样结合力符合标准。 从图3.17照片上看暗红色为镀铜基体颜色,中间灰白色为锉刀锉削的痕迹,而显出钢铁的色泽,可见锉刀锉过后铜层有削掉的现象,由于有锉削刀痕,明显还可见到有未锉掉的铜层,但未发现有铜层起皮、起毛、剥落现象,表明铜层与钢基体结合牢固,在锉削力作用下只锉削掉了铜层本身,表明镀层结合力合格。 (3)、 机械工业表面覆盖层监督检测中心在2007年5月对产品检验:a、镀层结合力:经划格试验和热震试验未出现起皮和剥落现象,镀层与试片基体结合良好;b、成分分析:溶液中未含氰根离子,溶液中未含甲醛成分;c、符合Q/BDHG企业标准。 2 镀液应用检测 (1)中航天科国技集团第七研究所历时八个月(2007、9-2008、5、12)对本产品工艺按航天标准,从以下五个方面进行了检测: a、验证CDS镀铜代替氰化镀铜经常使用的、且电镀量相对较大的、多层装饰镀铬Ep.CuNiCrb、镀银Ep.Ag、镀锡Ep.Sn的预镀铜层的关键技术指标——结合力。 b、检测CDS镀铜溶液在普通条件下大批量、长周期电镀生产中溶液的可靠性及稳定性。 c、验证CDS镀铜溶液的技术维护及调整难度。 d、耐腐蚀等级。 e、检测经济性。 检测结论如下: a、CDS镀铜层在Ep.Cu15Ni10Cr0.3b、Ep.Ag10、Ep.Sn10预镀中均匀、细致,呈半光亮,采用航天结合力标准QJ479-96规定的弯曲法、热震法(350℃)检测,没有任何起皮、脱落、起泡现象,结合力极其良好。 b、CDS镀铜经过240h的施镀,相当于1000L镀槽量,连续电镀90天(以装饰镀铬15min一个周期,8h/天计算),镀层结合力仍然极其良好,该溶液表现出很高的可靠性和稳定性; c、长达240h的CDS镀铜仅进行三次少量的主盐CuSO4(工业级)的添加和简单的过滤,证明CDS镀铜溶液的技术维护及调整较为简单、方便,加工成本低,经济性强; (2)天津大学化工学院对钢铁管状工件内壁镀铜后在镍溶液中会不会腐蚀脱离进行了检测,结论:镀上铜的铁件是被接在直流电源的负极,此时的镀铜铁件是阴极,它永远是获得电子进行还原反应的,永远不会被腐蚀。 (3)2008年1月24日,零六二基地元器件检测站理化室根据《金属覆盖层,对底材为阴极的覆盖层腐蚀试验后的电镀试样的评级》(GB6461-86标准)对本产品不同镀层厚度的防腐能力进行了检测:试验件连续16hCASS试验表面达6级。说明本工艺的防腐能力优于氰化物镀铜 3 企业随机检测 CDS镀铜工艺进入市场后,所有使用企业都进行了详细的考察论证,在工业化生产中随机抽样,采用多种方法进行检测镀件结合力(台钳夹、榔头砸、焊枪烤等),经历了从试验→小规模→大生产这样一个过程,克服了思想上的各种顾虑,摆脱了对氰化镀铜的依赖,使企业走上了清洁生产、提高效益之路。CDS镀铜新技术在实践中经受住了长期大生产的考验。 4 不含强络合剂,废水处理简单 产品在2008年5月9日经中国环境科学研究院国家环境保护化学品生态效应风险评估重点实验室进行水质检测,检测结果:COD:64.6mg/L;总磷:未检出;Cu:0.67 mg/L;Ni:未检出 廊坊站测水字【2006】001号、随机提取的三个水样,监测结果:三个水样均符合《污水综合排放标准》 八 CDS镀铜技术鉴定情况 1 2007年11月29日,河北省科技厅组织并主持召开了无氰无甲醛酸性镀铜技术研究与开发鉴定会。 (1)开发的镀铜溶液配方中不含甲醛、不含氰根、属绿色环保型配方,具有明显的社会效益。 (2)研制的酸性镀铜液,常温下可使钢铁表面获得晶态单质镀层,具有沉积速度快,镀液稳定性高,维护简便的特点。 (3)该镀铜层与钢铁表面结合力和镀层硬度均符合Q/BDHG01—2006及国家电镀的相关标准要求,完全可以取代氰化预镀铜。 (4) CDS酸性镀铜配方科学合理,工艺成熟可靠,生产中使用稳定,得到市场的肯定并取得了明显的经济效益,具有广泛的应用前景。 鉴定结论:CDS酸性镀铜技术属国内首创,该技术达到国际先进水平。 2 2008年3月29日国家环境保护部在天津组织召开了“CDS酸性镀铜工艺”技术评议会一致认为该工艺安全、稳定、结合力良好,可广泛应用于替代铁基体材料的氰化预镀铜。 3 河北省环境保护局2006年6月2日在霸州市召开环保产品认定评审会,通过了环保产品认定书 九 本工艺的技术水平 1 河北省科学技术厅:冀科鉴字【2007】第1-109号 CDS酸性镀铜技术属国内首创,该技术达到国际先进水平。 2 国科发技【2008】658号批准列为国家火炬计划重点项目。GH030029 3 国家知识产权局:专利号200810118568.8 4 国家环境保护部周生贤部长2008.4.17批示:我部建议在一定范围内推广使用,跟踪技术的进展和应用情况。 5 河北省科学技术厅:冀科高【2007】37 6 高新技术企业:0713010B4134 7 国家环境保护部评审意见、2008.3.29 8 河北省环境保护产业协会冀环产认字【2006】065号 9 河北省财政厅2008年10月19日专家评审意见 该项目技术先进,填补国内空白。 10 廊坊市2008年成果推广计划廊科【2008】67号 11 国家环境保护部:环保科成【2009】0048 十 产品的定位目标是给电镀生产企业带来效益 1 适用范围宽: (1) 代替氰化物在钢铁基体上镀铜。 (2) 在铜、锡基体上镀铜。 (3) 在非金属基体上镀铜,活化、敏化要形成导电膜,才能有良好的镀层。 (4) 本工艺可适用于挂镀和滚镀。 (5) 它既适合铜/镍/铬装饰性镀层,又可用于金属表面镀铜及镀银、镀金。该工艺已广泛应用到五金、家具、自行车、机械制造、冰箱制冷、军工、航天等各个领域。 2 降低消耗提高生产效益 (1) 采用本工艺室温就可生产,无需加温,节省燃煤。 (2) 氰化物镀铜与CDS镀铜综合成本分析比较 (3) 以中浓度1000升镀槽为例:CDS镀铜的建设与溶液配置投资成本比氰化物镀铜投资成本低28%(含污水处理投资)。 (4) CDS酸性铜的生产消耗成本(以1000升镀槽为例)比氰化物镀铜的生产消耗成本低10%。 (5) 镀铜//镍//铬镀层,钢铁管状工件可施镀酸性光亮铜,可省镍60-70%左右。CDS电镀工艺镀管状工件材料成本比传统工艺降低20% 以天津飞鸽电镀厂为例。使用氰化物工艺镀自行车零件只镀自行车车梯及其配件,加工的工件品种少,产值低,加工一个自行车梯片0.15元,采用本工艺后,钢铁管状工件可以镀酸性光亮铜,他们由镀自行车的三类件转到镀自行车的一类件,以镀自行车把、车叉子为主,加工一个工件1.9-2.7元,在同样的工艺流程中,每平方分米消耗工时和材料相同,产值增加了12-18倍。该企业的产品大部分产品出口台湾、日本及欧美市场,被出口企业列为免检产品,深受用户好评,给企业带来明显的经济效益。 3 该工艺不产生含氰废水,减少了环保设备的投资,简化了电镀废水处理流程,可降低废水处理成本 十一 CDS镀铜技术在电镀工艺上有以下六个方面突破 1 结合力牢固。镀层结合力达到GB5933标准和航天QJ479-96标准。它在用于功能性、装饰性镀种中经用户使用多种方法检测结合力良好,适用于国内外多种功能性和装饰性电镀的需要。结合力完全达到氰化物镀铜的技术指标。 突破了只有氰化物在铁基体上镀铜才有结合力好的历史。 2 工艺稳定,抗杂质能力强,使用寿命长。它能有效的抑制有害杂质的产生,对溶液中的各种杂质能实现有效分离,该工艺经过我公司四年的试生产和三年的正式生产运营及全国广大用户使用,镀液稳定未见异常,仍在正常生产。 创造了国内外无氰镀铜工艺使用寿命最长、用户最广的历史。 3 镀层结晶细致,孔隙率低,防腐性能好,与氰化物镀铜在相同的条件下镀铜/镍/铬进行盐雾试验:氰化镀铜为零,CDS镀铜6-8级。 据此,它的铜/镍/铬镀层防腐能力接近双层镍镀层的技术指标。 4 沉积速度快,在相同的时间内沉积速度优于氰化物镀铜。操作简单维护方便。镀层半光亮,镀液覆盖能力好,特别是对于钢铁管状工件管壁内外覆盖达到百分之百。 突破了钢铁管状工件不能镀酸性光亮铜的禁区。 5 本发明既可实施化学镀又可用外接电源电镀,均能达到相关技术指标。 6 环保,镀液不含氰化物、甲醛及其它有害成分。对人身体、环境无害,本工艺不含EDTA、氰化物、甲醛,镀后污水处理简单,降低投资和生产成本。 十二 引起国家社会广泛重视 河北省环保局对电镀行业产品的首次认定:即“CDS酸性镀铜液”经审定,符合“Q2BDHG01-2006”《CDS酸性镀铜液标准》。公司先后成为河北省环境保护产业协会常务理事,河北省环境保护经济联合会理事,河北省环境保护科技学会理事。CDS酸性镀铜新工艺在中国(河北)国际环境技术设备博览会上荣获金奖,并应邀参加了福建省6.18高新项目成果展览会和全国高新项目成果展览会;中央电视台“科技之光”栏目、河北电视台“绿色家园”等诸多媒体做了报道;天津市电镀学会举办了该工艺的京津冀新技术推广会。 该项技术指标与氰化物镀铜相比具有明显的优点,从而引起了国家高度重视和社会各界的强烈反响,原全国人大常务委员会副委员长邹家华亲自接见了发明人陈允盈;环境保护部周生贤部长做了批示“对项目进行跟踪推广”;国家科技部门进行科技成果鉴定:“国内首创,国际先进水平”;广东省科技厅、河北省环境保护局都在大力推广。中国表面工程学会电镀分会清洁生产委员会的负责同志多次到生产现场考察指导工作,一些省市自治区电镀协会负责人都在积极推广该项目,如福建省电镀协会副会长姜志行自己在生产线使用一年后在全省推广,中国科学院表面工程研究所应用技术的高端产品采用本工艺组织生产。 2009年3月4日北京电镀协会召开全市行业年会,邀请陈允盈在会上作了专题报告,引起了与会领导的高度重视,国内权威专家产生了极大兴趣,列为专题进行研讨,参会企业反响强烈,各企业把应用本工艺实现清洁生产的重要内容。 经多年的生产实践检验证明,CDS无氰酸性镀铜是成本低、工艺稳定、环保、节能、增效的新技术。2008年3月8日邹家华同志在批给科技部万钢、环境保护部周生贤二位部长的批示中指出:“似有利于技术,经济和环保共赢”。此项目的推广应用必将给企业带来经济效益,是造福社会,造福子孙的事业。我们愿与各界朋友携手并肩把这一事业推向前进。 联系方式: 河北省霸州市电化工程有限公司 手机:13832621071、13931615711 电话:0316—7553273 邮箱:chenjie261@163.com 传真:0316—7556273 网址:www.bzdhcds.com.cn |