|
关 键 词:镍铁钨合金,电沉积,形貌,性能 作 者:高雷,高灿柱 内 容: (山东大学环境科学与工程学院,山东济南250100) [摘要] 为获得性能良好的镍铁钨合金镀层,研究了电解液pH值、温度、电流密度、柠檬酸钠浓度对施镀阴极电流效率和镍铁钨合金镀层组分、表面形貌、显微硬度的影响。结果表明:镀液pH值对镀层形貌和阴极电流效率影响较大;随柠檬酸钠浓度增加,电流效率逐渐降低,镀层表面形貌更加粗糙。在镀液pH =8,温度70℃,电流密度7 A/dm2,柠檬酸钠浓度50 g/L时,阴极电流效率和镀层的显微硬度较高,表面光亮致密,耐蚀性好。 [关键词]镍铁钨合金;电沉积;形貌;性能 [中图分类号] TQ153.2 [文献标识码]A [文章编号]1001 - 1560( 2011) 01 - 0026 - 04 O前言 钨合金电镀层具有熔点高、硬度高、耐磨性及减磨性好的特点,近年来作为代铬镀层已引起了很多研究者的关注。将W元素引入Ni- Fe合金镀层有利于促进晶粒细化,提高合金镀层的组织均匀性、表面硬度和抗高温性能[1]。Ni-W系合金电镀层结构致密,硬度高,耐热性好,尤其是在高温下耐磨损、抗氧化,还具有优良的自润滑和耐蚀性能[2]。纳米镍铁钨合金在硬度及评价性能方面兼具镍钨合金和铁钨合金的优点[3,4],具有良好的耐磨和耐腐蚀性能[5,6]。以往的研究报道了镀层中钨含量对镀层微观结构和性能的影响,并采用循环伏安法研究了柠檬酸铵盐体系中电沉积镍铁钨合金的规律[7,8],但以上研究都没有具体研究工艺条件对镀层表面形貌的影响,缺乏柠檬酸钠对合金镀层性能影响的详细研究。 本工作使用电沉积法制备了Ni—Fe -W合金,测量了合金层的化学组成,详细研究了电沉积工艺条件对电流效率和镀层组分、形貌、硬度、耐蚀性的影响,重点深入研究了配位剂柠檬酸钠对镍铁钨合金的影响,分析了柠檬酸钠对电流效率的影响机理,对比了5种条件下镀层的耐腐蚀性,确定了电镀镍铁钨合金的最佳工艺条件。 1试验 1.1基材前处理 为保证电镀基材的表面性质,以市售热镀锌铁皮32号为基材,尺寸为70 mmx35 mmi先浸入20%盐酸溶液中,去掉锌层,然后用20 g/L Na2C03溶液和2mUL海鸥洗涤剂除油,经70℃热水洗,冷水洗,再用15% HC1溶液弱浸蚀30 s,再用去离子水洗,然后进行电镀。 1.2电沉积工艺 电沉积镍铁钨工艺:10~15 g/L FeS04·7H20,20~25 g/L NiS04·6H20,40~50 g/L Na2W04·2H20,30~40 g/L H3B03,40~160 g/L Na3C6H507·2H20,5 mL/L自制添加剂(炔醇和有机酸的混合物),电流密度2~12 A/dm2,pH =5~9,温度30~90℃,阴极材料为不锈钢。 溶液用分析纯和去离子水配制。镀液的pH值用NH3·H20或H2S04调节。 1.3测试分析 用飞利浦PV9100 X射线能谱仪分析镀层中Ni,Fe,W的含量。用S-520 HITACHI扫描电子显微镜观察镍铁钨镀层的形貌。 利用HV -1000硬度仪测试镀层的显微硬度,负荷2N,施加时间10 s,所取硬度值为5次测试的平均值。阴极电流效率计算参照文献[8]。 镀层的耐蚀性能通过采用CHI660A型电化学工作 站在3.5%(质量分数)NaCl溶液中测定极化曲线来衡量。采用三电极体系,以镍铁钨纳米合金镀层为研究电极,铂丝为辅助电极,饱和甘汞电极( SCE)为参比电极。极化曲线测量参数:起始电位- 1.5 V,终止电位1.0 V,扫描速度为10 mV/s。 2结果与讨论 2.1 镀液pH值对镀层组分、硬度、形貌及阴极电流效率的影响 保持镀液温度70℃,电流密度7 A/dm2,镀液pH值对镀层组分、硬度和阴极电流效率的影响见图1和图2。由图l可知,随着pH值升高,镀层中的W含量先增加后减小,在pH =7附近W含量达到最大,pH值小于6,镀层各组分变化很大,pH值大于6时,Ni含量增加,W含量减少,Fe含量基本保持不变。以上原因可能是因为溶液的pH值对Ni,W金属离子与氨和柠檬酸的配合物有较大的影响,溶液中配位离子的主要存在形式会因pH值的变化而发生变化,配位离子形式很可能与镍铁钨的沉积机理紧密相关[8]。 由图2可看出:在镀液pH值小于7时,电流效率很低,pH值从7~8,阴极电流效率有一个突跃。镀层的显微硬度随pH值增加先增大后减小,在pH =7左右达到最大值,约为600 HV。
图l镀液pH值对镀层组分的影响
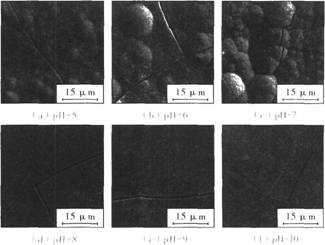
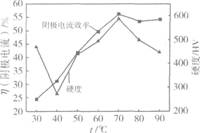
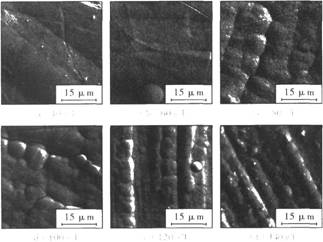
图2镀液pH值对阴极电流效率和镀层硬度的影响 图3为不同pH值下Ni- Fe -W镀层的SEM形貌。从图3可看出:pH值从5~7时,镀层的晶粒越来越小,镀层变得越来越细致精密;在pH≤6时,镀层与基体结合力很差,镀层起皮严重,很容易从基体上脱落;当pH=8时,镀层表面变得特别光亮平滑,看不到晶粒,这说明pH值在7~8之间,镀层发生很大的变化,这与图2中pH值在7~8之间阴极电流效率发生突跃相吻合;当pH =10时,镀层出现针孔且疏松。综合以上各方面的因素可知pH =8时,镀层质量最好。
图3不同pH值下Ni-Fe-W镀层的SEM形貌 2.2温度对镀层组分、硬度、形貌及阴极电流效率的影响镀液pH值为8,电流密度为7 A/dm2,镀液温度对镀层组分、显微硬度及电流效率的影响见图4和图5。
图4镀液温度对镀层组分的影响
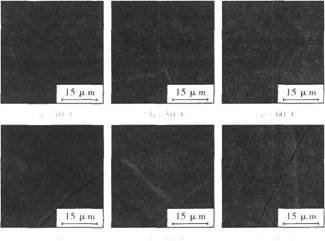
图5镀液温度对阴极电流效率和镀层硬度的影响 由图4可知,随着温度的升高,W含量先增加后减少,W最高可达到40%左右;而Ni含量则先减少后增加。从图5可看出:随温度升高电流效率逐渐加大,到达70℃后,电流效率达到57%,以后基本不变,这是因为温度升高会加快金属离子的扩散和迁移速度,使浓差极化降低;随温度升高镀层的显微硬度先减小后增 加再减小,在40℃最小,为273 HV,在70℃时达到最大值590 HV。 图6为不同温度下Ni - Fe -W镀层的SEM形貌。由图6可以看出,温度从40~70℃时,镀层表面变得越来越光滑细密,与基体的结合力也越来越好,温度低于40℃时,镀层有起皮现象,达到70℃时,镀层光亮平滑,看不到晶粒,温度高于70℃时,镀层又开始变得粗糙,温度达到90℃时,镀层与基体的结合力又变得比较差。综上可知,电镀温度应该保持在70℃左右。
图6不同温度下Ni- Fe-W镀层的SEM形貌 2.3电流密度对镀层组分、硬度、形貌及阴极电流效率的影响 镀液温度为70℃,pH =8,电流密度对镀层组分、硬度和阴极电流效率的影响见图7和图8。
图7 电流密度对镀层组分的影响
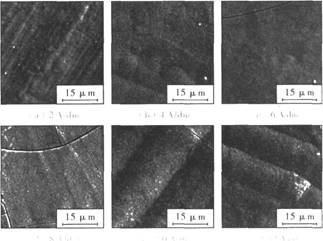
图8 电流密度对硬度和刚极电流效率的影响 电流密度小于8 A/dm2时,W含量保持在35%左 右,电流密度高于8 A/dm2时,W含量减小;Fe含量先急速减小后基本保持不变,Ni含量不断增加。可以看出电流密度对Ni,Fe的沉积影响较大,增大电流密度并不利于W的沉积,电流密度在6~8 A/dm2时,镀层各组分含量较稳定。 由图8看出:随着电流密度增加,阴极电流效率逐渐降低,这是因为随着电流密度增加,阴极的极化增大,析氢越来越严重,导致了电流效率的降低;镀层硬度随电流密度增加,由250 HV增加到550 HV,当电流密度大于6 A/dm2后镀层硬度变化不大。所以,电沉积的电流密度应当大于6 A/dm2。 图9为不同电流密度下Ni - Fe -W镀层的SEM形貌。由图9可以看出,随电流密度升高,镀层表面先变得越来越光滑细密,电流密度大于8 A/dm2时,镀层表面变得粗糙凹凸不平,镀层表面变暗,电流密度达到12A/dm2时,镀层整体表面上出现黑色的斑纹。综合以上因素.电沉积过程中选用电流密度为7 A/dm2。
图9不同电流密度下Ni-F-W镀层的SEM形貌 2.4柠檬酸钠浓度对镀层组分,硬度、形貌及阴极电流效率的影响 镀液pH值为8,电流密度7 A/dm2,温度80℃,其他组分不变,柠檬酸钠浓度对镀层镍铁钨含量、硬度和阴极电流效率影响见图10和图11。由图10可知:随着柠檬酸钠的增加,镀层中W含量减小,当柠檬酸钠>60 g/L时,W含量开始增加,最高可达到50%左右;镀层中Fe含量从柠檬酸钠80 g/L开始明显呈上升趋势,Ni含量则明显下降;柠檬酸钠>80 g/L时,W含量会高于Ni含量。其原因是Fe3+与柠檬酸根的配位能力大于Ni2+与柠檬酸根的,柠檬酸钠浓度较低时,柠檬酸根优先与Fe3+配合,柠檬酸根增加到一定程度时,Ni2+开始与柠檬酸根配合,导致Ni沉积减少,Fe沉积增多。 从图7也可以看出,Fe和W的沉积规律很相近,说明Fe与W更易共沉积,有关Fe族与W的诱导共沉积机理有过很多报道[9],但机理仍不清楚。
图10柠檬酸钠浓度对镀层组分的影响
图11 柠檬酸浓度对硬度和阴极电流效率的影响 由图11可知:随着柠檬酸钠浓度增加,阴极电流效率显著减小,由57%减小到16%,造成这种现象的原因是,加入柠檬酸钠后,镍铁钨的金属离子与柠檬酸根形成柠檬酸盐的配合离子,该配离子放电产生不带电的吸附原子的活化能比其水合离子大得多[10],配离子的阴极极化增大,其沉积电位变负,析氢增加,这样用于金属电沉积的电能减少,总的阴极电流效率会随着柠檬酸盐浓度增大呈下降趋势;镀层的显微硬度随着柠檬酸钠浓度变化存在上下波动,但总体呈下降趋势,这可能是因为柠檬酸钠浓度增加,析氢越来越严重,镀层表面变得疏松,从而使硬度下降。 图12为不同量柠檬酸钠时合金镀层的SEM形貌。
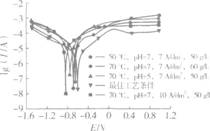
图12不同柠檬酸钠浓度时Ni- Fe -W合金镀层的SEM形貌 由图12可知,随着柠檬酸钠浓度增加,镀层的表面变得凹凸不平,晶粒明显变大,柠檬酸钠含量高于120 g/L时,镀层表面变得很粗糙并出现麻点,颜色变暗,主要是因为柠檬酸钠浓度增加,电流效率降低,析氢增加;当柠檬酸钠为40 g/L时,电镀液在高pH值时会产生沉淀。因此,电镀过程中柠檬酸钠浓度应该尽量保持在较低水平,取50 g/L为宜。 2.5镣铁钨合金镀层的耐蚀性 图13对比了最佳工艺条件和其他4种工艺条件下电沉积镍铁钨合金镀层的耐腐蚀性能。最佳工艺条件镀层的腐蚀电位为-0.603 V,比其他4种情况下的腐蚀电位正,其腐蚀电流也明显小于其他4种情况。在0.2 V左右,最佳工艺条件镀层极化曲线电流随电压增加而降低,其后出现了一个较长平台,说明此时镀层表面发生了钝化,镀层表面形成了一层钝化膜,阻止了镀层进一步被腐蚀。在70℃,pH =8,7 A/dm2,60g/L柠檬酸钠条件下,镀层在-0.4 V左右也发生了钝化,但是钝化区间很小。可见,在最佳工艺条件下获得的镀层具有最好的耐腐蚀性能,是因为Ni-Fe-W合金镀层表面致密光滑,晶粒最小,裂纹和杂质最少,溶液中Cl-较难渗透。
图13不同工艺条件下镍铁钨合金镀层的极化曲线 3结论 (1)在镍铁钨电沉积过程中,一定范围内镀层中Fe和W的含量变化趋势很相似。镀液pH值对阴极电流效率和镀层形貌的影响较大,pH值在7~8之间,阴极电流效率和镀层形貌均发生了突变。柠檬酸钠浓度对镀层组分和电流效率影响较大。随柠檬酸钠浓度升高,镀层中Ni的含量和阴极电流效率逐渐降低,而W和Fe的含量逐渐升高,柠檬酸钠浓度高于80 g/L时,镀层中W的含量高于Ni。电镀液温度和电流密度对镀层显微硬度的影响较大。 (2)以pH =8,温度70℃,电流密度7 A/dm2,50g/L柠檬酸钠为最佳工艺,获得的镀层耐蚀性最好。 [参考文献] [1] Crowson A,Chen E S. The TMS symposium on recent advances in tungsten and tungsten alloys [J]. Joumal of theMinerals, Metals and Materials Society,1991,43 ( 7 ) :27~34. [2] Atanassov N, Cencheva K. Properties of Nickel-TungstenAlloy Electrodeposited from Sulformate Electrolyte[ J].Plat-ing and Surface Finishing,1997,84 (2) :67~71. [3] Sriraman K R, Raman S G S, Seshadri S K. Synthesis andevaluation of hardness and sliding wear resistance of electro-deposited nanocrystalline Ni - Fe - W alloys [J] . MaterialsScience and Technology,2006,22(1) :14~20. [4]Sriraman K R, Raman S C S, Seshadri S K. Corrosion be-haviour of electrodeposited nanocrystalline Ni - W andNi-Fe-W alloys [J]. Materials Science and EngineeringA,2007( 460,461) :39~45. [5]He F J,Yang J,Lei T X, et al.Structure and properties ofelectrodeposited Fe -Ni-Walloys with different levels oftungsten content:A comparative study[J].Applied SurfaceScience,2007,253 (18):7591~7598. [6]He F J,Wang M, Lu X.Properties of electrodeposited pmorphous Fe - Ni-W alloy deposits[J].Transactions of Non-ferrous Metals Society of China,2006,16( 6):1289~1294. [7]詹厚芹,何凤姣,鞠辉,等,电沉积镍铁钨纳米晶合金及其表征[J].电镀与涂饰,2009,28(1):l~3. [8]詹厚芹,何凤姣,鞠辉,等.电沉积铁镍钨合金性能研究[J].材料保护,2008,41(12):31~33. [9] Moussa S 0, Ibrahim M A M, Aboelrehim S S.Inducedelectrodeposition of tungsten with nickel from acidic citrateelectrolyte[J].Joumal of Applied Electrochemistry,2006,36(3):333~338. [10]方景礼.多元络合物电镀[M].北京:国防工业出版社,1983:247~248. [编校:段金弟] 注:本站部分资料需要安装PDF阅读器才能查看,如果你不能浏览文章全文,请检查你是否已安装PDF阅读器! |