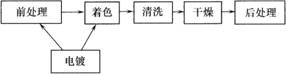
第一节 金属着色的设备与工艺过程 一、设备 金属着色的设备主要有着色槽、夹具和烘干设备等。 着色槽除在强碱溶液中着色可用铁槽外,一般用衬塑料槽、不锈钢槽、陶瓷槽、玻璃槽或铝槽。槽子一般不易太大,因着色液一般是使用一段时间便更新倒掉,具体以产品、挂具的大小、长短而定,以能满足产品零件生产需求为准。槽子的加热方式可直接加热或水浴加热,塑料、陶瓷槽可用电热蛇形管直接加热,不锈钢槽用电炉直接加热。用夹层槽子蒸汽加热的方法最为实用,这种方法即在着色槽外加一只套槽,以蒸汽加热夹层中的水,此法应控制温度恒定。 着色所用的夹具,因着色金属制品不同而有别,其设计制作原则:一般说电解着色用夹具基本与电镀用挂具相同,必须保证制品与夹具接触良好,电流在夹具上的各零件上分布均匀,且非接触部位要绝缘。化学着色时,小零件可用筐篮,依据着色液的不同,选用铁丝篮、竹篮或塑料篮等。小零件也可用小滚筒。稍大或要求高的零件,应用挂具。化学着色用的挂具,无需考虑导电性能,只考虑着色液的性质、装挂量和装挂均匀互不遮压即可。 干燥设备用甩干机、恒温、电热烘箱为宜。 二、金属着色工艺过程 在金属或金属镀层上进行化学和电化学着色的工艺流程如下:
金属零件着色前的表面处理很重要,着色前的光亮、平滑及洁净程度,是获得优质着色层的重要条件。着色出现花斑、色块脱落等缺陷,大多数是由于前处理不良引起的。 金属零件(包括金属化的塑料电镀件)必须达到表面平滑、光亮、无油污、无氧化膜才能着色,因此必须根据不同零件进行磨光、抛光、滚光、除油、去锈等处理。其工艺可参照第二篇有关章节执行。经前处理(或镀上一层金属)后的零件就可上工夹具进行着色。 着色后的零件,依据膜的性质、产品质量要求不同,后处理的方法也不一样,可根据要求选定。如有的直接烘干即可,有的则需涂罩光漆等。 |