|
关 键 词:钛,尺寸稳定阳极,氧化物涂层,中间层,电催化 作 者:刘蕊,陈斌,何方波 内 容: 1前言 DSA(Dimensionally Stable Anode)电极是将贵金属氧化物涂层涂覆于以钛为主的基体表面,从而获得具有电催化活性的一类电极材料。它属于一种搪瓷电催化半导体,因其应用广泛而得到了深入研列[l-2]。 活性涂层是电极实现电催化性能的根本[3],其中以涂层中含有Ti02、Ru02、Ir02等多元体系金属氧化物的电极催化效果较好。有研究显示,涂层中掺入贱金属元素Sn,可有效避免在涂层材料制备过程及涂层性能中存在的不利因素,提高电极的搪瓷性、寿命以及半导体催化活性,这引起了研究人员的重视[4]。 DSA电极研究的主要内容是电极的制备方法,其主要目标是增强涂层与基板之间的结合力,提高电极整体物性,延长电极寿命,进一步实现电极的物理性能、电催化活性、耐用程度等的最优化。在各类研究中,中间层的制备受到了普遍关注。中间层可以有效增强涂层与基体的结合力,避免钛基体钝化,进一步提高氧化物涂层电极的寿命,提高电极的活性,从而成为一种较直接而简便的提高电极性能的主要方法[5]。本文采用热分解法制备了具有不同中间层及金属元素配比的Ru—Ir—Sn—Ti氧化物涂层阳极,考察了Sn的引入对电极性能的影响,从中选出较优的电极进行电化学性能和物理性能的对比分析,并对不同涂层配方和有无中间层时所制备的电极进行了比较。 2实验部分 2.1样品的制备 (1)钛基体的预处理 采用l mm厚的TA2级纯钛板,表面喷砂和除油后放入20%(质量分数)的草酸溶液中,加热至96℃并保持一定时间。取出试样后用蒸馏水洗干净,然后置于无水乙醇中备用。 (2)制备中间层 将氯铱酸和氯化钴溶入异丙醇中配制成C0摩尔分数为33%的Ir02-CoOx中间层涂液;将氯铱酸和氯化锡溶入无水乙醇中配制成Sn质量分数为75%的Ir02-Sn02中间层涂液。将刻蚀过的钛板从无水乙醇中取出烘干后,均匀涂上已配制好的中间层涂液,以红外灯照射干燥,然后置于箱式电阻炉中于400~500℃烧结10min。反复操作,制成氧化物中间层。中间层与表面活性氧化物层中的贵金属摩尔比为l:40。 (3)制备活性氧化物涂层 母液的制备是将一定配比的H2IrCl6·6H20、RuCl3·nH20、SnCl4·5H20和(C16H3604)Ti在盐酸、无水乙醇中按顺序混合均匀。用毛刷将配制好的涂液均匀涂于基体的表面,然后将试样放到电热恒温干燥箱内,在100~120℃下干燥10 min,再在电阻加热炉内400~500℃下加热氧化10 min,反复操作l5~20次,直到按电极面积算好的涂布液用完。最后在同样的温度下煅烧l h,得到DSA钛基涂层。 所制备的涂层电极编号如下:
2.2物理性能测试 电极涂层表面形貌采用Quanta200型扫描电镜(美国FEI)分析,工作电压20 kV。 涂层物相分析采用D/max2rB型x射线衍射仪(日本理学),Cu靶,Ni滤波片,扫描速度l00/min,电压40KV,电流80 mA,扫描范围20~900。 2.3强化电解寿命测试 根据HG/T 2471-2001《电解槽金属阳极涂层》,于1.0 mol/L H2S04电解液中进行强化电解寿命测试,以制备的氧化物涂层电极为阳极(液下面积10mm×10mm),钛片为阴极,极间距10mm。测试电流密度2A/cm2,测试温度(40士2)℃。观察槽电压变化过程,记录电解开始至电解槽的槽电压上升10v时停止,此间隔时间即为涂层阳极的强化寿命。 2.4电化学性能测试 用CHl600电化学工作站(上海辰华)测定所制涂层电极的电化学性能。采用三电极体系,以涂层阳极为工作电极,铂片为辅助电极,饱和甘汞电极(SCE)为参比电极。在3.5%(质量分数)的NaCl溶液中,分别测试了电极的循环伏安曲线和稳态极化曲线。循环伏安曲线的电位区间为0.2~1.2 v,扫描速率20 mV/s。极化曲线的电位区间为0.03~2 V,扫描速率0.5 mV/s。另采用钛片为阴极(面积10mm×20mm),饱和氯化钠溶液为电解质,SCE作参比电极,在电流密度0.2A/cm2下测量了氧化物涂层电极的析氯电位。 3结果与讨论 3.1物理性能 3.1.1 表面形貌分析 图1为制备的Ru-Ir-Ti和Ru—Ir—Sn—Ti涂层电极的表面SEM分析结果。
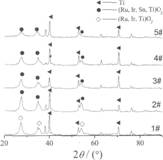
图1 Ru-Ir-Ti氧化物涂层阳极、不同摩尔配比的Ru—Ir—Sn—Ti氧化物涂层阳极和电解失效后的4#Ru—Ir—Sn—Ti砸氧化物涂层阳极的SEM照片 Figure l SEM images of Ru-Ru-Ti oxide-coated anode(a),Ru—Ir—Sn—Ti oxide-coated anodes with various molarproportions(b~e)and invalidated N0.4Ru—Ir—Sn—Tioxide-coated anode(1) 由图l可以看到,各涂层阳极表面均存在不同程度的龟裂纹。Ru-Ir-Ti氧化物涂层表面的龟裂纹宽而深,不利于涂层与基体的结合;Ru—Ir—Sn—Ti氧化物涂层的表面比Ru-Ir-Ti氧化物涂层更平滑和致密,裂纹和孔隙较少,这种结构阻碍了电解质通过涂层的裂纹和孔隙向钛基体的渗透,有利于延长电极的使用寿命。图1为强化电解失效后的电极表面形貌。由图lf可以看出,电极表面破环明显,局部腐蚀严重。在强化电解过程中,阳极涂层首先在裂纹处开始受侵蚀,并由裂纹区逐渐向四周及涂层内部慢慢扩展,裂纹逐渐变宽,直至基体裸露,最终导致氧化物涂层阳极的失效。 3.1.2 X射线衍射分析 各氧化物涂层阳极的XRD谱如图2所示。图2中有尖锐的α-Ti特征峰,此为X射线穿透涂层而获得的Ti基体峰。因涂层经高温锻烧,故图中未出现锐钛矿型Ti02(A)晶体峰,涂层中的Ru02、Ir02、Sn02和Ti02均以金红石相存在。1#谱线中的3个强衍射峰分别出现在2臼为27.80、35.50和54.20附近,因所得金红石相(Ru,Ir,Ti)02固溶体成分的不同,此三峰的最高峰值相位有不同程度的偏移,但基本一致。对于2#~5#谱线,在2θ为27.50、35.30和53.60附近出现的强衍射峰,同样互相重叠并有不同程度的偏移,这些峰显示的涂层金红石相为(Ru,Ir,Sn,Ti)02固溶体。
图2氧化物涂层的XRD谱 Figure 2 XRD patterns of the oxide coatings Ru02、Ir02、Sn02和Ti02具有相近的晶格参数,其原子半径也十分相近,分别为0.067 nm、0.068 nm、0.071 nm和0.068 nm,因此可以互相固溶,这有利于提高氧化物涂层的耐蚀性[6]. Scherrer公式Dhkl=Kλ/(β·cosθ)(式中D为晶粒尺寸,K=0.89,λ为X射线波长,θ为衍射角,β为衍射峰的半峰宽)给出了晶粒直径和衍射峰宽之间的经验定量关系。由此可知,晶粒平均直径会随着衍射峰半峰宽的增大而减小。从图2可知,添加少量的Sn后,衍射峰的宽度显著增大,说明形成的氧化物涂层晶粒尺寸明显减小,这也支持了Sn元素有明显的细化晶粒效果的观点[7-8]。 3.2电化学性能 3.2.1 析氯极化曲线 图3为Ru—Ir—Ti和4#Ru—Ir—Sn—Ti氧化物涂层阳极的析氯极化曲线。
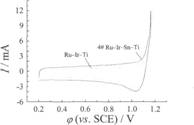
图3 Ru—Ir—Ti和Ru—Ir—Sn—Ti氧化物涂层阳极的析氯极化曲线 Figure 3 Polarization CHI VES of Ru-Ir-Ti and N0.4#Ru—Ir—Sn—Ti oxide.coated anodes for chlorine evolution 从图3可以看出,析氯极化曲线都有一段较宽的Tafel区。在低电流密度下,极化曲线相互重叠;在高电流密度下,随着电流密度的增大,Ru—Ir—Sn—Ti氧化物涂层的析氯电位升高缓慢,Ru—Ir—Ti氧化物涂层的析氯电位则急剧上升,这与氧化物涂层膜电阻的增大有关[9-10]。在同一电位下,Ru—Ir—Sn—Ti氧化物涂层能给出更大的电流密度,所以其性能更加优越,并且其Tafel斜率较小,因此性能更为稳定。 3.2.2 循环伏安曲线及伏安电量 研究涂层电极在0.2~1.2 V电位区间内的循环伏安曲线,即涂层表面并未发生析氢或析氧反应时处于双电层区的伏安行为,能够较好地反映阳极涂层表面活性点的数目,并极好地体现了影响电催化性能的2个主要因素:一是电催化剂的比表面积和表面状态的几何因素,如催化活性层缺陷的性质和表面浓度、各种晶面的暴露程度以及比表面积的大小等,这主要取决于催化剂的制备方法和工艺条件;二是能量因素或电子因素,这主要取决于电极反应中所涉及的各种粒子与催化剂之间的相互作用[11]。 图4为Ru—Ir—Ti和4#Ru—Ir—Sn—Ti氧化物涂层阳极的循环伏安曲线,该曲线具有阀型金属氧化物涂层阳极循环伏安曲线的典型特征[12]。在正半支,随着电压增大,电流缓慢而均匀地上升;直至1100 mV左右,电流突然上升,发生电化学反应2Cl--2e→Cl2↑,此时的电位即为析氯电位。比较有Sn和无Sn组分的涂层的伏安曲线可知,Sn的掺入可以降低氯离子放电活化能,提高电极的反应放电性能。因此,Ru—Ir—Sn—Ti氧化物涂层应该具有更低的析氯电位。
图4 Ru—Ir—Ti和Ru—Ir—Sn—Ti氧化物涂层阳极的典型循环伏安曲线 Figure 4 Typical voltammograms of Ru—Ir—Ti and N0.4#Ru—Ir—Sn—Ti oxide-coated anodes 不同配方涂层电极的析氯电位列于表l。由表l可知Ru—Ir—Sn—Ti氧化物涂层电极的析氯电位低于Ru—Ir—Ti氧化物涂层电极的析氯电位。 表1不同配方的氧化物涂层阳极的析氯电位和积分伏安电量 Table l Chlorine evolution potentials and integratedvoltammetric charge of 0.xide—coated anodes with differentproportions
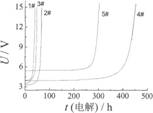
另外,表l还给出了图4中0.2~1.1 V电位区间内,电流一电位曲线的积分伏安电量Q*。由表1可以看到,4#和5#Ru—Ir—Sn—Ti氧化物阳极涂层配方的伏安电量较Ru—Ir—Ti氧化物阳极涂层有明显的提高,而2#和3#配方涂层的伏安电量较Ru_Ir-Ti氧化物阳极涂层相对下降。这是因为Sn的添加,增加了电催化物质的量,伏安电量随之增大:但氧化物涂层的表面和内部的致密性也因此而显著增加,从而降低了电极的活性表面积,导致伏安电量降低,因此出现了Ru—Ir—Sn—Ti矾氧化物阳极涂层伏安电量的两种变化趋势,这是由于Sn在Ru—Ir—Sn—Ti叫氧化物阳极涂层中含量和配比不同所致。 3.3强化寿命实验 金属阳极电催化活性衰减的主要原因有二:(1)电极表面Ru的电化学溶解,因为Ru02在电位1.4 V以上时转化为不稳定的Ru04,从电极上迅速溶解;(2)由于涂层疏松,孔隙率较高,电解反应产生的氧扩散至基体和活性层的界面,生成一层Ti02,使涂层的欧姆电压降增大[l3]。图5给出了不同电极的强化寿命曲线。
图5氧化物涂屡阳极的强化寿命 Figure 5 Accelerated lives of oxide-coated anodes 对照SEM观察分析结果可知,强化寿命与涂层表面形貌有很大关联。1#极板龟裂纹的存在使得涂层表面结构疏松,电解液很容易到达基体并导致基体氧化,因此其强化电解寿命较短。而2#~5撑极板,由于添加了Sn元素,阳极表面相对平整,表面以及内部结构较致密,极板的耐气体冲刷性能加强,电解液和氧气不易向涂层内部和基体渗透扩散,因而拥有较强的抗钝化能力和较长的强化电解寿命。 中间层同样是影响电极涂层寿命的重要因素。中间层的作用是增强涂层与钛基体之间的结合力,避免钛基体钝化,从而延长金属氧化物涂层阳极的寿命。从图5可以看出,采用Ir02·Sn02中间层的2#和4#Ru—Ir—Sn—Ti氧化物涂层阳极,其强化寿命较使用Ir02·C00x中间层的3#和5#Ru—Ir—Sn—Ti氧化物涂层阳极更长。 对于Ir02·CoOx中间层而言,使电极寿命延长的主要原因是C0的加入增加了Ir的有效利用量,降低Ir的消耗速度,从而减小氧气对钛基体的侵蚀,减缓Ti02电阻膜的生成。在Ir02-Sn02中间层中,Sn02的加入徂得两种金属相互作用,减小了临近不同价态的Ir离亍间的相互作用,使Ir02更加稳定。同时,Sn的加入司以抑制氧的析出,使钛基体不易形成Ti02电阻膜,确利于延长电极的使用寿命。Sn还能与钛基体形威Ti6Sn,金属间化合物,加强基体与活性涂层的结合力,不仅使涂层不易脱落,而且也保护了钛基体不被氧化,避免生成高阻性的Ti02氧化膜,从而延长了电极的工作寿命[7]以上这些原因使得Ir02·Sn02中间层在延长电极工作寿命方面较Ir02·CoOx中间层更加优秀。 4结论 (1) Ru—Ir—Sn—Ti氧化物涂层阳极表面形貌鞍Ru—Ir—Ti氧化物涂层阳极更优,有益于延长电极寿命。 (2)Sn的加入,在一定程度上降低了涂层电极的析氯电位,提高了电极的催化性能,并且特定组分配比的Ru—Ir—Sn—Ti氧化物涂层阳极具有较高的伏安电量,其活性比Ru—Ir—Sn—Ti氧化物涂层阳极更强。 (3)中间层的引入提高了涂层与基板之间的结合力,但对电极的析氯电位并未产生显著影响。 (4)所制备的含中间层电极中,以Ir02·Sn02为中间层的4#Ru—Ir—Sn—Ti氧化物涂层阳极最优,催化活性也较强,其强化寿命长达432 h。 参考文献: [1] BEER H B.The invention and industrial development ofmetal anodes[J].J Electrochem Soc,1980,127(8):303C-307C. [2]TRAEATTI S.Electrocatalysis:understanding the SUCCESS of DSA,[J].Electrochim Acta,2000,45(15):2377-2385. [3] 张招贤.电催化科学[M].广州:广东科技出版社,2007. [4] 王玲利,彭乔.钌系涂层钛阳极的优化研究进展[J]辽宁化工,2006,35(8):485-487. [5]HAYFIELD.P C S.Development ofthe noble metal/oxide coated titaniumelectrode[J].Platin Met Rev,1998,42(2):46·55. [6] 张招贤.钛电极工学[M].2版.北京:冶金工业出版社,2003. [7]刘峻峰,冯玉杰,孙丽欣,等.钛基Sn02纳米涂层电催化电极的制备及性能研究们.材料科学与工艺,2006,14(2):200.203. [8]王欣,唐电,周敬恩.添加Sn02组元对Ru02+Sn02+Ti02/Ti钛阳极组织形貌的影响[J].中国有色金属学报,2002,12(5):920—924. [9]TAKASU Y,ONOUE S,KAMEYAMA K,et al.Preparation of ultrafineRu02.I如—Ti020xide particles by a sol-gel process[J].Eleetroehim Aeta,1994,39(13):1993-1997. [10]王科,韩严,王均涛,等.涂液浓度对Ru—Ti—Ir氧化物阳极涂层性能的影响[J].电化学,2006,12(1):74-79. [11]王科.电解海水用Ru—Ir—Sn—Ti氧化物阳极涂层的研制[D].山东大学,2006. [121 CAMARA O R,TRASATTI S.Surface electrochemical properties ofTi/(Ru02+Zr02)electrodes IS].Electrochim Acta,1996,41(3):419-427.[13]陈康宁.金属阳极[M].上海:华东师范大学出版社,1989. 注:本站部分资料需要安装PDF阅读器才能查看,如果你不能浏览文章全文,请检查你是否已安装PDF阅读器! |