|
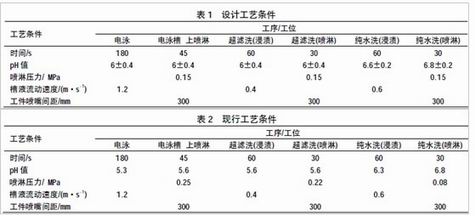
关 键 词:电泳漆膜,烘干,溅射状变色 作 者:柯昌勇 内 容: (浙江吉利汽车有限公司,浙江宁波315800) 摘要:电泳涂装关系到汽车整车的耐腐蚀性及使用寿命长短。介绍了电泳涂膜烘干后呈溅射状变色的原因,以及如何对其进行处理,以供在今后的生产中能够及时处理此类涂装质量缺陷。 关键词:电泳漆膜;烘干;溅射状变色 0引言 某商用车车身厂管理电泳涂装过程中,曾在某时期出现电泳过的车身在烘干后,同一炉内大部分(一炉同时烘干6台车身,有4~5台有溅射状变色现象,靠近炉门最后段的一辆基本没有这种现象,越靠近中间段的越严重)车身侧围和车门两侧出现溅射状变色(焦化,发糊,有时又呈块状,约100~300mm2),经过对电泳槽液、超滤槽液、电泳过程、超滤洗过程、水洗过程、烘干过程进行分析排除,改动,最后成功消除了这个涂装弊病。本文对分析过程、采取的试验、改进措施、应注意的事项进行了描述。希望能给从事电泳涂装的工作者提供一个参考。 1、关于弊病现象的描述 在某次电泳车间例行工艺质量检查时,经烘烤过的车身,在车身侧围及车门上出现大面积的变色现象(主要是呈溅射状的变色斑点,少量有块状的约300mm2的变色,焦化现象),弊病出现在车窗以下部位,极少斑点出现在上部。 2、采用的电泳涂装工艺过程 工艺流程为: 白车身→打磨除锈、焊渣→预擦洗→预脱脂→脱脂→水洗1→水洗2→表调→磷化→水洗3→纯水洗1→电泳→循环→超滤液洗→纯水洗2→沥水→烘干→自然冷却。 (1)运行方式在线上采用自行葫芦,沥水时装挂到推行小车,后推入烘干炉; (2)脱脂和预脱脂均采用浸渍和喷淋结合方式; (3)表调和磷化均采用浸渍和喷淋结合方式; (4)水洗1、2、3及纯水洗采用浸渍和喷淋结合方式; (5)电泳后的车身出槽时用循化超滤液喷淋; (6)超滤洗采用浸渍和喷淋结合方式,喷淋采用新鲜超滤液; (7)纯水洗采用浸渍和喷淋结合方式,喷淋时采用新鲜纯水; (8)纯水洗1与水洗3采用逆流方式,废液自水洗3溢流到废液处理池,超滤液槽与电泳槽间也采用逆流方式; (9)加热烘干方式采用循环导热油通过加热排管加热空气的空气自然对流加热方式,烘干炉未设置预烘干区。 3、处理过程分析 (1)涂料厂家认为可能是加热管泄漏以及烘干炉太脏,泄漏的导热油附着在车身表面并焦化,另外烘干炉太脏,炉壁上的烘干剩余物溅落到车身表面。于是停产对加热排管进行泄漏检查,并未发现有泄漏现象,同时对炉壁进行了彻底的清洁。重新生产,涂膜表面变色弊病并没有改观。故排除是在烘干过程中引起的涂膜变色弊病。 (2)用指甲刮蹭变色的涂膜,发现其很容易被刮掉,并且呈粉碎状。根据现象,首先认为可能是沥水时间短,短时间高温,烘干过度所致,于是要求操作工人延长晾干时间至10min,同时要求锅炉工将导热油温度降低至220℃(开始温度达到240℃,烘干炉温度达210℃),此时烘干炉温度为190℃(电泳漆的烘干温度是175℃)这样试验了1个班次,变色现象有所改观,但仍然有。通过此试验,得出这样结论,涂膜如果不晾干就进烘干炉进行超高温烘烤,容易造成涂膜变色焦化发糊。 (3)由于弊病仍没排除,通过分析,观察变色弊病形状,认为主要是涂膜在喷淋洗涤浮漆时产生再溶解。于是根据此思路对变色涂膜进行厚度测量,在对变色部位涂膜厚度进行测量时发现涂膜非常薄,只有6~7μm,由此断定由于涂膜的重溶,变色部位漆膜过薄,在高温烘烤过程中发生焦化现象。 (4)找到了问题的症结所在,于是对工艺进行了重新审查(主要是电泳及电泳后处理),设计工艺条件见表1,现行工艺条件见表2。
(5)改动后的效果验证 通过对工艺条件的改动,同时按照(1)的要求进行沥水晾干和烘干,涂膜变色焦化(发糊)的弊病再也没有出现过。用涂镀层测厚仪测量车门及侧围两侧的涂膜厚度,均达到了技术要求的17~22μm厚度。 4、结语 通过此次涂膜变色弊病的处理过程,得出下面几条结论: (1)严格执行工艺纪律是得到合格产品的保证,任何工艺条件的设定都是有理论依据的,任何人不得随意改动工艺条件; (2)阴极电泳的电泳槽上喷淋时间最好控制在30s左右,超滤槽上的喷淋最好控制在20s左右,纯水洗的喷淋应不少于45s,但也不能时间太长,一般不超过60s; (3)电泳槽液的pH值不能太低,应按涂料厂家要求的范围控制(6.0±0.4); (4)超滤液喷淋的压力不能太高,应控制在0.1~0.15MPa范围内。纯水洗的喷淋压力应控制在0.15~0.2MPa范围内; (5)电泳水洗后的沥水时间应控制在5~10min内,过短会造成晾干不足,影响烘干涂膜质量(烘干后涂膜变色); (6)烘干炉的温度不能太高,一般应控制在高于涂膜固化温度10~15℃范围内,同时在烘干升温过程中不要升温过急。场地条件允许情况下最好设有预升温区(预升温区温度控制在120℃左右)。 参考文献 [1]伍泽涌,卢建平,肖泽星。新型涂装前处理应用手册[M].四川:四川科学技术出版社,1998 [2]王锡春。最新汽车涂装技术[M].北京:机械工艺出版社,1999. [3]机械工业职业技能鉴定中心。高级涂装工技术[M].北京:机械工业出版社,1999. [4]叶扬祥。涂装技术使用手册[M].北京:机械工业出版社,2003. [5]刘秀生,肖鑫。涂装技术与应用[M].北京:机械工业出版社,2007. 注:本站部分资料需要安装PDF阅读器才能查看,如果你不能浏览文章全文,请检查你是否已安装PDF阅读器! |