|
关 键 词:起落架,活塞杆,无裂纹,硬铬,渗漏 作 者:龚会民,志敏,文霞,增伟 内 容: (1.成都飞机工业(集团)有限责任公司制造工程部,四川成都610092;2.南京航空航天大学机电学院,江苏南京210016) 摘 要:针对飞机起落架缓冲器活塞杆镀铬层渗漏问题,探讨了起落架活塞杆镀铬层渗漏的现有解决方法,并采用了一种新的电镀铬方法———柔性挤压电镀铬工艺。对所制备的镀铬层表面形貌和表面粗糙度进行了测试,并与传统电镀的镀铬层相比较。结果表明,采用新的电镀方法能避免镀铬层裂纹的产生;并能获得表面平整光亮的镀铬层,降低表面粗糙度。 关键词:起落架;活塞杆;无裂纹;硬铬;渗漏 中图分类号:TG662 文献标志码:B 文章编号: 1671-5276(2011)02-0008-03 0 引言 飞机起落架的缓冲器在飞机安全着陆方面起到至关重要的作用。目前,大部分飞机都采用空气/油液式缓冲器。缓冲器以一定量的油液作为工作介质,以一定压力的气体作为空气弹簧。其中,缓冲器活塞杆在工作时作往复运动,其表面起到耐磨、防锈的作用[1]。 起落架缓冲器对密封性要求非常严格,所以镀铬层不能有任何裂纹和气孔,以防止渗气。但是,在使用过程中,铬层的局部缺陷会引起该区域内应力加大,使网纹加宽,在缓冲器高压区内就形成进气点,低压区内即成为渗气点,进气点、暗道和渗气点连通起来即为整体的渗气通道,就会产生铬层渗气现象。 多年来,由于对镀铬层渗气问题还没有找到有效的解决方法,在起落架的生产和修理中此问题始终存在。因此,解决飞机起落架缓冲器活塞杆表面镀铬所存在的渗气问题,一直是亟待解决的工艺问题[2]。国内外很早以前就开展了关于飞机起落架缓冲器镀铬层渗气问题的研究。 1 解决飞机起落架渗气、漏油的现有方法 1.1 涂底漆法[3] 陕西燎原航空机械制造公司在对波音747飞机起落架进行镀铬时,采用去除应力→喷丸→蒸汽除沙→喷磨料→冷水洗→硫酸-氢氟酸腐蚀→冷水洗→镀铬→冷水洗→除氢→磨削→涂底漆的工艺流程。选用传统镀液和镀铬工艺参数,镀后10 h以内进行除氢,首先将镀铬层磨削至设计尺寸,然后在镀铬面上涂BMS10-11型环氧底漆,以防止渗气。 1.2 渗蜡法[4] 空军第一航空学院对歼七某型号飞机起落架减震支柱漏油故障也采用了相似工艺方法进行重新镀铬修复,该工艺的过程是将工件放入石蜡溶液中,在一定的压力下蒸煮120min左右,使石蜡进入铬层的气孔和网状组织,冷却后,去除表面石蜡。使用证明,采用“渗蜡”工艺修复的减震支柱漏油现象基本消失。 1.3 金刚石碾平法[5] 北京航空材料研究院与沈阳飞机工业有限公司采用了周期脉冲电流镀铬与金刚石碾平的方法来解决飞机起落架镀铬层渗气的问题。在镀铬之后,用金刚石对镀铬层进行碾压,碾压过程是一种能引起表面层显着塑性变形但又无金属切削的一种表面强化方法。 1.4 喷丸与金刚石挤压法[6] 某工厂、陕西燎原航空机械造公司和某厂分别对大型运输机和苏二七飞机起落架镀铬层渗气漏油问题,借鉴运八、波音起落架的修理技术,采用了喷丸和金刚石挤压等表面强化技术,以提高镀铬层的密封性,防止渗气问题的出现。 1.5 液体抛光法[7] 某厂从1975年开始,用液体抛光法解决产品铬层渗气问题。液体抛光与喷丸类似,就是将一定粒度的金刚砂和水混成砂浆,用压缩空气作动力,经喷枪加速后,高速地喷射到零件表而上。由于一定动能的金刚砂颗粒撞击零件表面,使零件表面象经喷丸加工一样产生压应力。液体抛光产生的压应力能够抵消镀铬产生的拉应力,所以零件表面形不成网纹,即使拉应力不能完全被抵消,也能使拉应力减小了很多,因此形成的网纹也很细,这种铬层经气密性试验,几乎没有渗气现象。 在大量的试验中,虽然采取了各种方法,用以解决飞机起落架缓冲器的渗气的问题。但无论是渗腊、涂漆工艺还是喷丸、挤压、磨光工艺都不能从根本上解决渗气问题。渗腊、涂漆等工艺是通过后处理手段将铬镀层中较大的裂纹密封住,而对于微小裂纹可能不起作用。碾压、喷丸和磨光等表面强化处理过程是通过铬镀层的塑性变形,使裂纹收缩,在气密性试验时,可能暂时检测不出渗气现象,但经过实际使用,在环境和载荷交替作用下,暂时收缩的裂纹成为新裂纹的裂纹源,对起落架产生负面影响。为了从根本上消除镀铬层中的裂纹,提高飞机起落架的气密性以及延长飞机起落架的使用寿命,需要彻底改进电镀工艺方法。本文采用了一种新的电镀铬的方法———柔性挤压电镀铬工艺。 2·试验原理 电镀铬的阴极化学反应式如下[8]:
电镀时,阴极上铬的析出电位(-1. 1 V),比氢的析出电位(-0. 6 V)和Cr6+还原为Cr3+的还原反应电位负很多,在镀铬过程中必然有氢的析出和Cr3+还原反应的存在,故镀铬的电流效率很低,仅在13% ~18%之间。 图1为柔性挤压电镀铬原理示意图。在阴、阳极之间放置球状硬质粒子。在电镀过程中,做旋转运动的阴极会带动硬质粒子运动,使粒子产生与阴极表面的相对运动,使其不断磨擦和撞击阴极表面,阴极附近的水化氢离子H3O+被粒子驱赶难以接近阴极,提高了析氢过电位。析氢过电位的提高,使氢的析出量降低,进入镀铬层和基体的氢原子明显少于传统镀铬工艺,因此减少了镀铬层的内应力,可以避免裂纹的产生。
3·试验过程 柔性挤压电镀具体实施方法如图2所示。电动机带动阴极在的内筒中旋转,内筒用涤纶滤网密封,内筒和芯模之间填充硬质粒子。阳极采用纯铅棒。阴极为30CrMnSiA,直径为d25mm。镀铬液为:铬酐: 250 g/L,硫酸: 2. 5 g/L。电镀用的电源是采用杭州精测有限公司生产的JC17530型脉冲电源。试验结束后,对镀铬层的表面形貌和表面粗糙度进行测试,所用的仪器分别是光学工具显微镜和MahrPerthometerM1型粗糙度测试仪。
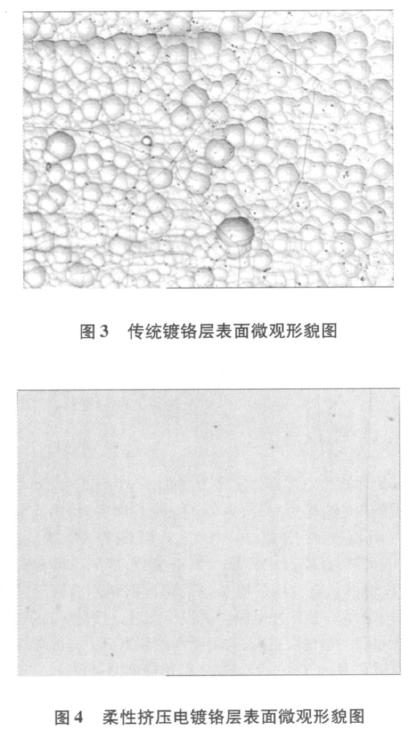
4·结果分析 4.1 镀铬层的表面微观形貌 图3和图4分别为传统电镀(温度为55℃,电流密度为30A/dm2)和柔性挤压电镀(温度55℃,电流密度30A/dm2,频率1 kHz,占空比30%,转速260 r/min)得到的镀铬层的表面微观形貌图(放大200倍)。从图中可以看出,传统镀铬工艺获得的电镀层表面晶粒粗大,并伴有显着的裂纹;而柔性挤压电镀工艺所得镀铬层微观表面平整,呈雾状并且无裂纹。
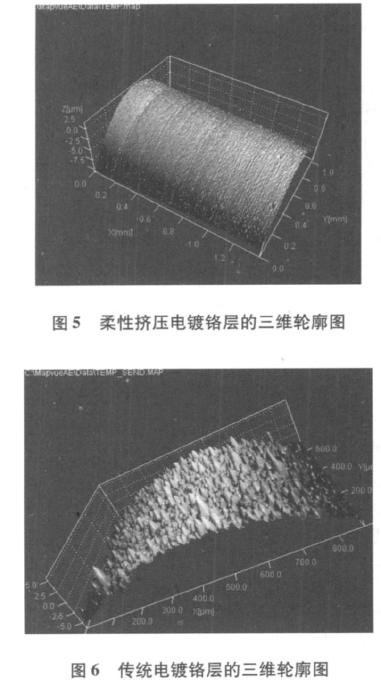
以上现象的原因可能是在柔性挤压电镀过程中,硬质粒子不断地磨擦、撞击阴极表面,驱赶和剥离水化氢离子、吸附氢原子和氢气泡脱离阴极表面,提高了析氢过电位使析氢量减少,避免了氢原子渗入镀铬层造成晶格畸变产生,从而减小了内应力,消除了裂纹。 4.2 镀铬层的表面粗糙度 图5和图6分别是在阴极芯模的原始粗糙度Ra在0. 8 um的条件下,分别采用柔性挤压电镀(温度为40℃电流密度为30A/dm2,频率为5 kHz,占空比为30%,转速为260 r/min)和传统电镀(温度为40℃,电流密度为3A/dm2)得到的镀铬层的三维轮廓图。经测量,柔性挤压电镀的得到镀铬层的表面粗糙度在Ra0. 2 um左右,而采用传统电镀方法得到的镀铬层表面粗糙度在Ra0. 5 um左右,明显高于柔性挤压镀铬层。导致上述现象的原因可能是硬质粒子对阴极的微量磨削和抛光起到了降低镀铬层表面粗糙度的作用。
5·结论 在合理的工艺条件下,柔性挤压电镀可以降低镀铬层内应力,避免镀层裂纹的产生,并降低表面粗糙度。 参考文献: [1]诺曼·斯柯里。起落架设计手册[M].飞机强度规范编写办公室, 1988. [2]储铁军,刘占吉,王泉庭。飞机起落架“铬层渗气”的探讨[J].航空工艺技术, 1983(11)。 [3]胡伟南。波音飞机起落架轮轴镀铬修复工艺[J].材料保护,1999, 32(5)。 [4]程明学,赵德芳。飞机起落架减震支柱漏油故障分析及修复工艺[J].液压气动与密封, 2000(1): 46-47. [5]刘佑后,苏育龙,王宇。镀铬层气密性研究[ J].材料保护,2002, 35(1)。 [6]王晓平。金刚石挤压技术在飞机起落架表面强化工艺中的应用[J].航空工程, 2001(2): 36-38. [7]王心言,郑殿彬。用液体抛光法消除铬层渗气[J].航空工艺技术, 1981(5)。 [8]李荻。电化学原理[M].北京:北京航空航天大学出版社,1999. 注:本站部分资料需要安装PDF阅读器才能查看,如果你不能浏览文章全文,请检查你是否已安装PDF阅读器! |