|
关 键 词:硫酸,甲醇,电解抛光,研究 作 者: 内 容: 1.钝化曲线
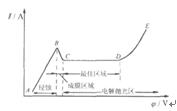
金属典型的阳极钝化曲线如图1所示[10],曲线由三部分构成:活化区、钝化区和超钝化区。不同区域中阳极金属的溶解特性有不同的变化:AB段为金属正常的阳极溶解段:CD段为金属钝化区,抛光效果良好。一般金属进入钝化区后(如金属镍、不锈钢、碳钢在一定浓度的硫酸水溶液中)阳极溶解速率极小,故无抛光效果。只有当金属处于钝化区中既具有较大的溶解电流(维钝电流),控制步骤又为浓差极化步骤,且钝化/溶解交叠进行时,方具有抛光效果。在DE段一般有氧气析出,气泡会附着在工作表面,产生麻坑,因此抛光兢罢不均匀[11].
图1一般金属阳极钝化曲线 Figure l Anodic passivation curve for general metals
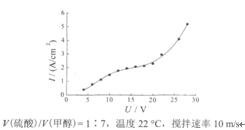
在硫酸一甲醇体系中,钨箔的阳极钝化曲线不像典型金属的阳极钝化曲线那样可以明显地分成3段,不存在很平缓的抛光区,如图2所示。
图2硫酸一甲醇体系中钨的阳极钝化曲线 Figure 2 Anodie passivation cufie for tungsten in H2SOc-CH30H electrolyte
依据电化学抛光反应情况和金属表面的抛光效果,也可大体地将曲线分为3段。在0。12V,阳极溶解的钨离子生成速率低于其在溶液中的扩散速率,金属表面呈活性溶解状态,即正常的阳极溶解段,可用于观察金相组织。在12~22 v,钨离子溶解速率超过其扩散速率,造成钨离子在阳极附近蓄积,阳极电位升高,反应具有较大的溶解电流,产生浓差极化效应。此时,在阳极表面和抛光液之间形成一层由金属阳离子与抛光液中阴离子组成的高浓度盐的抛光液层,即所谓的黏滞层,控制步骤为浓差极化。金属被迅速溶.入抛光液中,粗糙表面的凸起处逐渐趋于平坦,生成一层薄而均匀的钝化膜,同时伴有钝化膜的溶解,金属表面光亮平滑。当电压>24 V时,抛光机制也相应地以蚀坑扩展为主。在高的电流密度作用下,抛光表面在短时内产生大量的密布蚀坑,蚀坑很快地扩大、蔓延并连成一片,使表面发生不均匀溶解。 注:本站部分资料需要安装PDF阅读器才能查看,如果你不能浏览文章全文,请检查你是否已安装PDF阅读器! |