由于电镀溶液、过程和镀层故障现象往往是一果多因,能准确及时排除故障,不仅要求现场电镀技术人员在理论上找出电镀故障的因果关系,更要有一个处理电镀故障的科学思维方法与思路。
对于一个电镀技术人员,面对电镀的故障发生,建立一种处理电镀故障的科学思维方法非常重要。而建立处理电镀故障的科学方法只有是通过实地现场观察、分析、试验研究、总结,才能逐渐探索到一套处理电镀故障的科学思维方法,准确迅速排除电镀出现的故障。
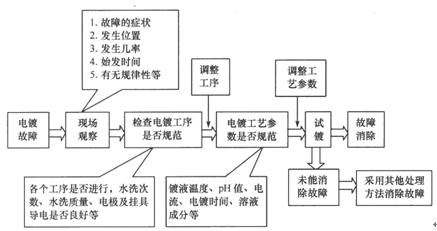
在出现电镀故障后,技术人员亲临现场,要按照图1-3所示的步骤,仔细观察电镀故障的症状、发生位置、发生几率、始发时间、有无规律性等;还要详细询问操作工人的具体操作,镀液温度、pH值、电流、电镀时间、水洗、电极以及挂具导电是否良好,检查电镀各工序是否规范等;并且了解溶液成分的补充、添加是否搅拌均匀等情况。在了解中,若发现偏离了正常的电镀工艺规范,则应立即采取措施,使之尽快调整到工艺规范,然后再行试镀。一般说来,这种因偏离电镀工艺规范而形成的故障是容易得到解决的。
图1-3电镀故障分析检查示意图
如果通过上述工作并纠正电镀工艺偏差后,电镀故障仍未能消除,就必须根据故障发生的情况分别采用不同的处理方法。
如果镀件是过去大批生产过的,已证明其质量是完全可达到质量标准要求的,只是目前出现了不合格的镀件,也就是说,电镀工艺是成熟的,就无须再怀疑电镀工艺本身的可行性。而且初步排查表明电镀工艺规范在正常范围内,这时应将排查的重点放在动态参数的变化上,例如镀液中各成分浓度的变化以及有害杂质离子的污染等,并借助于化学分析等手段测定其含量,了解分析溶液成分是否在规范内,杂质含量是否超量等。若电镀车间不具备这些化验条件,或对杂质成分分析困难,技术人员还可以通过分析和小试验(如霍耳槽试验)的方式进行探索。
如果故障症状表现与某成分不足存在因果关系,那么就必须进一步查明何时添加过什么原料,从添加至发生故障时,共加工了多少零件(或累计了多少千安小时(kA·h),消耗量约占添加量的比例。
若两者相近,则说明该成分浓度已接近下限,此刻应增补该原料;若两者相距甚远,则须进一步查明该材料何时购进,何厂生产,生产批号,以前是否用过,过去的使用情况等。如果是新购进的,又是一些非正规厂家生产的,则应该怀疑其浓度不正常,可能是由于该原料含量严重不足所引起,应马上化验确定。也可以再多加正常量的20%~30%该原料试镀,若故障症状趋于好转,说明这种原料的含量的确很低,这时故障就比较容易排除了;若采取上述工作故障仍未得到改善,就说明该故障是出自其他原因,此时不可轻易再加该原料,以防超量引起配比失调而产生新的不良后果。
假如此故障症状与杂质离子污染同样亦成"因果关系",那么接下去排查重点应放在"杂质污染"问题上。镀液受污染一般来自于:①清洗水中杂质离子;②稀酸活化液中的杂质离子;③镀液药品中杂质离子;④阳极极板中溶解杂质等。通常这些污染原因都有可能存在,但究竟是由哪一种(或哪几种)污染导致零件电镀故障,可采取先简单后复杂逐个淘汰的方法进行。
先对电镀清洗水是否污染作出判断,若水质不清或本批零件形状复杂(如管状或孔眼较多)容易对清洗水造成杂质污染,在排查与污染有关故障时,干脆更换清洗水,看是否能够排除此故障;其次要考虑酸洗活化液是否受污染,一般酸洗活化液使用一段时间后,尽管pH值能满足活化要求,但溶液中杂质的积累却在不断增加,造成电镀故障缺陷。若酸洗活化液使用时间已久,遇上此类故障,则应弃之重配。
镀液出现故障采取"更换"或"重配"比较简便,若故障真出于此,经试镀很快便可证实和排除。若更换或重配溶液不可适用,电镀故障仍未解决,可考虑镀液是否受杂质离子污染的问题,可以试加市售的镀液"除杂剂"观察其效果,若效果明显,可初步断定镀液是受杂质污染而造成了故障。也还可用"小电流电解法"除去杂质离子。若通过小电流电解,效果明显,但却不能据此去推断故障仅是由镀液中杂质污染造成的,因为小电流电解也同样可促使镀液中有机光亮添加剂(如镀镍中糖精等)的消耗。假如此故障症状与光亮添加剂比例失调也存在着因果关系的话,则故障也可能是因为有机添加剂过量引起比例失调而造成的。
有一个电镀厂在钢铁零件上滚镀锌时出现了有时镀上、有时镀不上的故障,而且镀上的锌层经3%硝酸浸亮时,镀锌层出现发黑故障。技术人员分析故障原因认为是镀液中杂质的污染,采用了常见的小电流电解的方法,一直电解了72h,结果电解时间越长,这种故障越严重,致使滚镀锌停产一个多月。后来经过溶液分析化验,确定故障的原因是铅杂质的影响,而且确定出铅杂质的来源是镀锌阳极中含有铅,这种含铅阳极,在电镀中和锌一起溶解进入镀液,造成电镀故障。而采用小电流电解处理,随着电解时间的增长,镀液中的铅杂质越来越多,所以越电解处理,电镀故障越严重。后来采用锌粉处理,这种故障就很快就排除了。
还有一种情况是一些过去没有镀过的新零件而出现了电镀故障。由于这些零件的挂具是新设计的,电镀工艺参数是新确定的,发生电镀故障时,则应当把排查重点放在相对成熟电镀过程的变化部分。例如某摩托车配件厂一批制动器电镀装饰铬(Cu/Ni/Cr),因为零件是管体,就设计了与气筒管体相类似的电镀挂具,并测算了受镀面积,拟定了阴极电流密度及总电流等工艺参数。试镀后发现位于挂具两边缘所镀的制动器其棱角处均有粗糙烧焦的现象,分析这种故障的原因可能有:①挂具设计有缺陷;②电流密度过高;③镀液温度过低;④溶液pH值过高;⑤镀镍液中NiS04或NaCl或H3B03含量低等。在排除此电镀故障时,无须排查上述③、④、⑤因素,因为每次接到新加工零件安排试镀时,总是将其安插在老镀件中间进行,或先用老镀件试镀,证实此镀液是完全正常后再进行新零件的试镀。这样做的目的就是保证在镀液无问题情况下进行电镀,若试镀发生了故障,则一定是出在对成熟电镀过程所作的变更部分,所以在排查此故障时,只需考虑前两个因素。结果发现先将阴极电流密度适当调小试镀,原粗糙烧焦部位程度有所减轻,但位于挂具中间的制动器却呈现电流不足的症状,据此便可断定原拟定电流参数基本正常。接下去就在挂具上找原因,因为制动器是管状结构,形状复杂,棱角较多,各处曲率相差甚远,这种差异就造成了镀件在镀液中各处所接受的电流密度实际上是不均匀的,棱角处电流密度大,易烧焦,尤其是挂具边缘的镀件,这种现象更突出。为此,对电镀挂具作了局部改进,在镀件易烧焦部位增加了辅助阴极,再试镀,烧焦的现象完全消失了。
在电镀过程中,由于各种动态参数的变化,这就决定了电镀故障发生率较高。为了不耽误生产,就必须对电镀生产过程中的故障能准确迅速地排除。要求电镀技术人员平时要仔细观察,不断总结积累大量排故经验。在电镀生产实践中,分析思维方法可以准确及时地排除一系列电镀故障,甚至可以运用一些思维分析来推断在某一电镀工序、某一电镀环节将要发生何种故障,而将其消除在萌芽状态,保证电镀生产的顺利进行。
电镀是一个只要还在生产就会有可能发生故障的工艺,能否在故障没有发生时就解决掉,这需要用心学习和很好总结,不断积累经验,但是由于电镀新工艺的不断涌现和电镀药水的更新,所以又不能完全依赖经验。有些电镀问题需要不断调整、思考、试验、试镀,慢慢的就正常了。
在电镀生产中,有些电镀故障是在后道工序时反映出来的,故障的起源不一定是在镀液中。例如某厂在镀镍时,零件表面出现了不规则的镀层条纹,开始分析认为是镀镍液有问题,进行了几次镀镍溶液大处理,电镀故障没有得到排除,在实在无法解决问题的情况下,只得弃去老的镀镍液,重新配制了一槽新的镀镍液,可新配的镀液才用了几天,同样的电镀故障又出现了,并且这个故障又延续了几个月。后来经过仔细认真的检查,发现故障起源于镀镍以前,根源是该厂的清洗水中有纤维状的"细菌",而影响了镀镍层的表面质量,所以单独处理镀镍液始终是不能排除此故障的。这个例子说明,在分析电镀镀层故障时,弄清电镀故障的起源是非常重要的。
另外,在出现了电镀故障后,技术人员最重要的一条就是不惊慌,只有保持清醒的头脑,才有可能有效的开展故障分析与排除。凡是在电镀一线上工作过的技术人员,都会有过出现故障就惊慌的体验。因为一条电镀生产线出现"故障",跟着就出现了加工客户为自己的零件电镀报废影响生产进度而大呼小叫等情况。在这样的情况下,技术人员保持头脑冷静是非常重要的。
要准确确定故障是什么,是否出现了镀层漏镀或镀层起雾等现象。有时这些只是症状而不是问题的核心。当然症状的存在有可能会引起电镀生产不正常等问题,实际上电镀过程中某一问题的症状,也是很实际的问题,需要在查找故障的同时必须处理解决。
一般说来,问题一旦清楚,故障也就得到解决,因为大多数故障的处理方法是为大家所熟悉的,如果镀铜液的添加剂含量低了,可以增加添加剂的含量;如果酸浓度低了,可以增加酸的浓度。关键在于确定必须纠正什么,也就是问题是什么了。
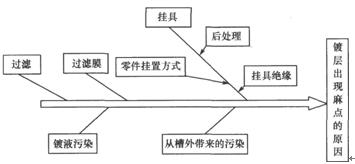
要能更好的确认发生电镀故障的原因,需要有丰富的现场经验和电镀理论基础知识。在思考分析的同时,拟出问题出现的可能原因(见图l-4镀层出现麻点原因示意图)和排除故障的提纲。列出故障症状可能是由甲、乙或丙等引起的;然后走进车间现场,进行实地检查分析。有时候很快就能提出解决问题的办法,排除了电镀故障。有时候还需要进行模拟试验(如小槽或霍耳槽),一一排除可能,最后找出问题故障发生的真正原因,并采取有效的处理方法。
图1-4镀层出现麻点的原因分析示意图
电镀故障:零件表面电镀处理的重要性 电镀故障:电镀故障的定义 电镀故障:电镀新工艺应用与电镀故障 |