1涂装工艺流程
抛丸l#机一脱脂一水洗一酸洗一水洗一钝化一抛丸2#机一热喷涂一底涂一胶凝一面涂一固化一冷却下线一修补一检验一包装一入库。
1.1 前处理工艺参数
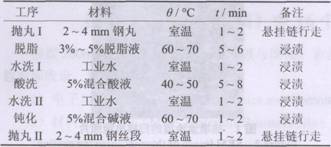
前处理工艺参数见表1。
表1前处理工艺参数 Table l Pretreatment processparameters
1.2 热喷涂工艺
采用d=3 mm的锌丝和铝丝,QD8型电弧喷枪(上海瑞法喷涂机械有限公司),喷涂工艺如下:
喷涂室长度8 m 链速 l.2~1.8 m/min 喷涂方式 手工 U(电弧) 30~35 V J(额定) 160~200A P(工作) 0.4~0.6MPa 枪距 l50~200mm δ(漆膜) 40~60μm
1.3 环氧粉末涂料喷涂工艺
采用徐州正菱涂装有限公司的66001锌基重防腐粉末涂料,TS2077型静电喷枪(南京天盛机电涂装有限公司)。喷涂工艺为: 喷涂室长度 8 m 链速 l.6~2.0m 喷涂方式 手工 U(工作) 50~80kV I(工作) 200~250μA 喷粉量 200~300 g/min P(工作) 0.15~0.20 MPa θ(胶凝) 160~180℃ t(胶凝) 8~10min δ(漆膜) 55~70μm
1.4 纯聚酯粉末涂料喷涂工艺
纯聚酯粉末涂料为徐州正菱涂装有限公司的83001高速公路护栏粉末涂料,TS2077型静电喷枪(南京天盛机电涂装有限公司)。喷涂工艺:
喷涂室长度 8 m 链速 l.6~2.0m 喷涂方式 手工 U(工作) 50~80 kV I(工作) 200~250μA 喷粉量 300~400g/min P(工作) 0.10~0.15 MPa θ(固化) 200~210 ℃ t(胶凝) 10~12min δ(漆膜) 80~100μm
1.5 涂装后钩痕修补工艺
打磨——用砂纸打磨挂痕处,直至露出金属底色;底涂——将打磨面清洁后,刷涂环氧富锌漆,膜厚30~50μm;面涂——待富锌漆晾干后,刷涂丙烯酸耐候漆(白调),厚度60~80μm。
电弧喷涂与粉末涂料喷涂复合涂层防护技术 电弧喷涂与粉末涂料喷涂复合涂层防护技术:实验(二) 电弧喷涂与粉末涂料喷涂复合涂层防护技术:结果与讨论(一) 电弧喷涂与粉末涂料喷涂复合涂层防护技术:结果与讨论(二) 电弧喷涂与粉末涂料喷涂复合涂层防护技术:结果与讨论(三) 电弧喷涂与粉末涂料喷涂复合涂层防护技术:结果与讨论(四) 电弧喷涂与粉末涂料喷涂复合涂层防护技术:应用 电弧喷涂与粉末涂料喷涂复合涂层防护技术:结论 |