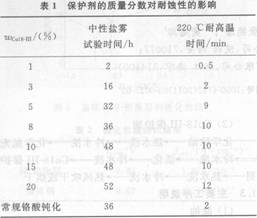
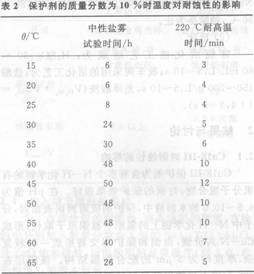
(1.西安西电开关电气有限公司,陕西西安,710077; 2.海宁市科泰克金属表面技术有限公司,浙江海宁,314400) 中图分类号:TG 174 文献标识码:A 文章编号:1000-4742(2011)03-0025-02 O前言 为了使高压电气产品具有良好的导电性、导热性及较小的摩擦力,滑动接触零件广泛使用铜或铜合金。然而在铜或铜合金零件表面生成的腐蚀层的电阻会造成电压升高,严重影响设备的质量;同时在铜材的生产、储运及使用过程中容易形成薄的腐蚀膜而变色,这不仅影响美观,而且影响其导电性和可焊性。对于在低功率及低电压条件下的铜或铜合金电子设备,接触面上生成100~150μm厚的腐蚀产物,便可产生10~100 mV的电压,这足以影响设备的正常工作[1]。为了防止或减缓腐蚀,必须对铜或铜合金表面进行适当的处理。钝化是常用的处理方法之一,一般分为3种类型[2-3]:(1)传统的六价铬工艺,效果较好,但因六价铬污染严重,国家已明令禁止;(2)使用苯并三氮唑,虽然污染程度低,但温度高,处理时间长,效果也不太理想;(3)现有商品钝化工艺,配方各异,效果比常规工艺有所提高。以上3种工艺均未彻底解决制品的耐蚀性及耐高温问题。为此,经过对比试验及工业批量生产,研究出了Cu18-III保护剂,其效果大大超过普通无铬钝化工艺,并优于含铬钝化工艺。同时本工艺具有处理温度低、钝化速率快、工艺条件宽、易于管理使用等优点,在实际生产中效果明显,完全可以替代铬酸钝化。 1试验 1.1试验材料 使用的材料有紫铜件,Cu18-III保护剂(海宁市科泰克金属表面技术有限公司),铬酸。 1.2工艺流程 (1)铬酸钝化 化学除油—→热水洗—→冷水洗—→化学抛光—→冷水洗—→活化—→冷水洗—→铬酸钝化—→冷水洗—→热风吹干或烘干 (2) Cu18-III保护剂 化学除油——→热水洗——→冷水洗——→化学抛光——→冷水洗——→活化——→冷水洗—→Cu18-III保护剂——→热水洗—→冷水洗——→热风吹干或烘干 1.3主要工序说明 (1)除油 除油液工艺组成为:NaOH 14~16 g/L,Na2C0318~25 g/L, Na3P048~10 g/L,80~90℃,油除尽为止。 (2)活化 常规活化液工艺组成为:H2S0430~60 mL/L,5~10 s;我车间采用的活化工艺为:盐酸150~200 g/L,5~10 s,光泽酸洗(VH2S04:VHNO3=1:4,3~5 s)。 2 结果与讨论 2.1 Cu18-III对耐蚀性的影响 Cu18-III保护剂为含有多个N-H化学键的有机分子混合物,对铜的保护效果很好。在pH值为6.5~10.O的水溶液中,保护剂吸附到铜表面后,分子中N-H化学键上的氢原子被铜原子取代,形成Cu-N共价键,由铜和保护剂交替形成一种较复杂、厚度约为5pm的配合物膜结构。该膜层在220℃以上仍能保持良好的缓蚀效果,起到隔绝外界浸蚀性物质的作用。 表1为保护剂的质量分数对膜层耐蚀性的影响。由表1可知:膜层的耐蚀性随着Cu18-III的质量分数的升高而变好,当其质量分数大于15%以后,保护作用增加有限。考虑经济因素,一般使用以5%~lO%为宜。表2为保护剂的质量分数为10%时温度对膜层耐蚀性能的影响。由表2可知:由于保护剂中存在表面活性剂,浊点对保护性能的影响较大,温度过低,化学反应活性不够,速度慢,溶液中有保护剂析出;温度过高,超过表面活性剂的浊点,溶液浑浊,保护性能急剧下降。因此,为了发挥铜保护剂的最佳性能,必须选择合适的温度,实际操作中控制在40 - 55℃为宜。
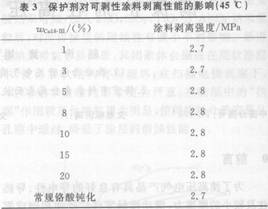
2.2 Cu18-III对绝缘保护涂料剥离性能的影响 由于高压电器中许多工件需要部分镀银,涉及到局部电镀问题,局部电镀的绝缘保护涂料(可剥性涂料)与工件的结合力必须适中。由于保护剂与铜的结合是属于化学反应,非物理黏附,因此保护剂分子与涂料中的橡胶分子必须有恰当的结合力,保护剂中亲水基团太强,涂料就不容易被剥离下来;亲水基团太弱,涂料结合力不够,容易出现开胶、漏保护。Cu18-III保护剂的质量分数对可剥性涂料剥离性能的影响,如表3所示。
3 Cu18-lll替代铬酸经济与环境效益分析 根据工厂实际情况,推算出使用铬酸钝化工艺处理时,1年的运行费用约为776880元;而采用Cu18-IIl保护工艺时,1年的运行费用约为722880元,明显低于铬酸钝化工艺的。 使用铬酸钝化工艺时,处理每mL的铜件需铬酸3g,实际真正起作用的仅为2~5 mg,其余的大量铬酸都要经过严格处理才能排放。经Cu18-III保护剂处理后的废液中无六价铬,仅留有少量的有机物,COD废水中化学耗氧量约为10 mg/L,达到国家1级排放标准。如没有其他前处理、电镀等污染物混合,可以直接排放。 4 结论 Cu18-III保护工艺的耐蚀性能超过铬酸钝化的,耐高温性能优于铬酸钝化的,绝缘保护涂料剥离强度和铬酸钝化的相似,综合使用成本低于铬酸钝化的。试验证明本工艺在高压电气产品上完全可以替代铬酸钝化并起到较佳的中间保护作用。 参考文献:略 |