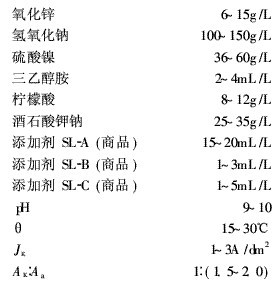
高耐蚀Zn-Ni合金电镀工艺 吴菊珍 (成都电子机械高等专科学校机电工程系,四川成都610031) 摘要:介绍一种高耐蚀性Zn-Ni合金镀液配方及电镀工艺流程,阐述了Zn-Ni合金镀液成分及工艺条件的影响及维护方法。对Zn-Ni合金镀层进行钝化处理后,通过中性盐雾试验,并与镀锌层进行比较,Zn-Ni合金镀层的耐蚀性高于镀锌层4~8倍。该配方具有成本低、工艺简单、分散性好、操作方便及镀层易钝化等优点。 关键词:高耐蚀性;电镀;Zn-Ni合金;钝化 中图分类号:TQ153.2文献标识码:A 文章编号:1001-3849(2010)03-0022-03 引言 Zn-Ni合金镀层的耐蚀性和耐磨性约为锌镀层的3~5倍,中性盐雾试验表明,该镀层出现白锈、红锈的时间均高于常用的锌镀层。Zn-Ni合金镀层在较高温度下的耐蚀性优于纯锌镀层,耐热高达200~250℃,可焊性和延展性与锌相当,与油漆的结合力良好,氢脆几乎无,适合于要求耐疲劳如弹簧、紧固件和其它结构件电镀,能在较高温度下使用,因而受到人们的欢迎,在汽车、机械、钢铁及电子等行业得到了广泛应用。 硫酸盐体系和氯化物体系的Zn-Ni合金电镀工艺,虽然阴极电流效率高,光亮度好,但合金镀层的成分受电流密度的影响比较大,稳定性较差,生产应用受到一定的限制。本工艺为无氰锌酸盐镀液Zn-Ni合金电镀工艺,经分析镀层中w(Ni)为10%~15%,操作方便,溶液稳定,防腐性能优越。近年来随着有色金属镍和锌的价格调整,电镀生产成本增加,使得低成本的Zn-Ni合金工艺的需求越来越多,为此研发了低成本Zn-Ni合金电镀工艺。 1电镀工艺 1.1Zn-Ni合金镀液配方及工艺条件 Zn-Ni合金镀液配方及工艺条件如下:
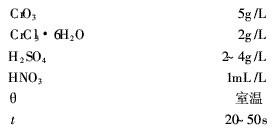
阳极为Zn和Ni组合阳极,A(Ni)∶A(Zn)=1∶(2.0~2.5) 1.2溶液成分及工艺条件的影响 1.2.1氧化锌 氧化锌是提供电镀时的锌离子。平时靠锌阳极的溶解来补充电镀过程的消耗。为维持镀液中Zn2+的相对稳定,可适当调整阳极中锌板和镍板的面积比,当镀液中锌偏低时可适当多挂锌板,反之用镍板取代部分锌板。当镀液中ρ(Zn2+)太低时可用ZnO来调整,当ρ(Zn2+)过高时,镀层中的镍会相应偏低,反之镍会偏高。无论镀液中Zn2+过高或过低,都会导致镀层中的镍偏离工艺范围,因此ZnO必须控制在一定的范围内。 1.2.2氢氧化钠 氢氧化钠主要作用是使镀液稳定,导电良好,并保证锌阳极正常溶解,ρ(NaOH)维持在130g/L左右。NaOH过低时,阳极溶解不良,镀层粗糙、无光泽;过高时阳极产生化学溶解,镀件易产生毛刺。控制ρ(NaOH)在正常工艺范围并合理调整锌、镍阳极的面积比,可使锌在阳极的溶解和在阴极的沉积保持动态平衡,对维持工艺稳定十分重要,因此镀液中的ZnO和NaOH要经常化验分析,及时调整。 1.2.3硫酸镍 硫酸镍是提供镀液镍离子,在电镀过程中随着镍离子的沉积而消耗,镀液中ρ(Ni2+)直接影响镀层中的w(Ni)。镀液中ρ(Ni2+)高,镀层中w(Ni也相应偏高,反之则偏低。在电镀过程中镍离子消耗快且对镀层中w(Ni)影响大,所以在添加时不可一次添加过多,要少加勤加,有条件时采用连续补加法。 1.2.4添加剂 添加剂SL-A可提高电镀过程中阴极极化,有细化结晶、提高均镀能力的作用,消耗量约为35mL/kAh;添加剂SL-B是主光亮剂,可使镀层光亮、细致,消耗量约为100mL/kAh;添加剂SL-C为次光亮剂,有提高低Jκ区光亮度、提高分散能力的作用,消耗量约为180mL/kAh。 1.2.5温度和电流密度 温度对Zn-Ni合金镀层的组分影响不大,但温度过高却对镀液的分散能力和深镀能力有影响,故θ控制在20~30℃为好。与酸性溶液不同,碱性Zn-Ni合金电镀中的Jκ对镀层中的w(Ni)影响不显著,这是碱性溶液的优点。 1.2.6阳极 阳极镍板虽然是不溶性阳极,但和可溶性锌板以不同的比例混挂,可以有效的调节镀液中的ρ(Zn2+),从而控制镀层合金组分在理想范围。 1.3钝化 钝化液配方及工艺条件如下:
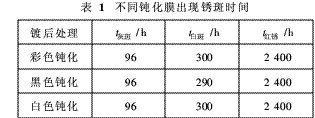
2工艺流程 电镀Zn-Ni合金工艺流程如下:酸蚀去锈→水洗→电解去油→水洗→电镀Zn-Ni合金→水洗→钝化→水洗→吹干或烘干。 3镀层性能 3.1外观 镀层结晶细致、均匀,可以进行彩色、黑色及蓝白色钝化处理,钝化后的样件外观与镀锌层钝化外观媲美。 3.2耐腐蚀性 3.2.1Zn-Ni合金镀层钝化后的中性盐雾试验Zn-Ni合金镀层钝化处理后进行中性盐雾试验,试验结果列于表1。
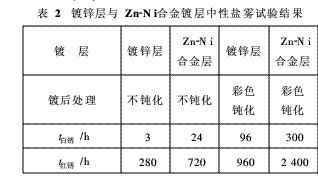
镀层钝化后,明显提高了Zn-Ni合金耐盐雾腐蚀能力。 3.2.2锌与Zn-Ni合金镀层耐蚀性比较对w(Ni)=13%的Zn-Ni合金镀层与镀锌层进行中性盐雾试验,镀层均为δ=5μm,中性盐雾试验结果列于表2。
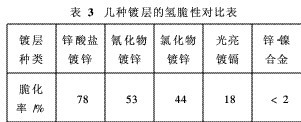
经彩色钝化后,Zn-Ni合金镀层耐蚀性比镀锌层高4~8倍。Zn-Ni合金优良的耐蚀性是因为合金镀层的稳定电位介于Zn和基体(钢铁)之间,较小的电位差导致镀层较慢的腐蚀。Zn-Ni合金的腐蚀产物主要是ZnCl2·4Zn(OH)2,该产物均匀致密地覆盖在表面,不易导电,有很好的保护作用;而镀锌层的腐蚀产物主要是ZnO,结构疏松,起不到保护作用。此外,w(Ni)=13%的Zn-Ni合金属于γ相(金属间化合物),具有热力学稳定性,因而耐蚀性较好,而镀锌层是η相结构(紧密六方晶系),热力学稳定性较差。 在5%NaCl溶液浸泡试验中,镀锌层15d有红锈生成,Zn-Ni合金镀层浸泡25d后才有红锈生成,耐腐蚀能力大大提高。 4Zn-Ni合金镀层的优点 4.1氢脆性低 超高强度钢具有氢脆敏感性,而镀锌和镀镉层除氢困难,通常受镀前要去除应力,镀后需进行除氢处理24h,如此尚难保证除氢彻底,而Zn-Ni合金镀层有适度的孔隙,易于除氢,镀层本身氢脆性也较小,因而在航空航天工业领域有更广的应用空间。金属材料在氢和应力联合作用下产生的早期脆断现象叫氢脆。测定镀层氢脆的方法采用挤压试验。即将需检验的垫圈在同一直径的螺杆上,每一螺杆套10~15个。螺杆两端旋上螺母,然后夹在虎钳上,用扳手将螺母旋紧到垫圈开口处挤平。放置24h,然后松开,用5倍放大镜检查受试垫圈产生裂纹和断裂的结果,以脆断率表示: 脆断率=b/a×100% 式中:a为受试垫圈总数;b为产生裂纹或断裂数。 几种镀层的氢脆性对照见表3。
4.2优良的韧性和结合力 Zn-Ni合金镀层韧性好,产品装配时可经受挤压变形而不脆裂,具有镉镀层的优点。普通镀锌钢板点焊困难,不能用于汽车覆盖件,而镀Zn-Ni合金钢板有优良的可焊性,可广泛用作汽车覆盖件,经常规磷化、涂装后,其耐蚀性大大提高。 4.3较高的硬度 碱性镀锌层硬度90~120HV,而Zn-Ni合金镀层硬度可达220~270HV,因此更耐划伤,白钝化后外观似镀银,光亮镀层可以抛光也可以直接镀铬。Zn-Ni合金的熔点较高(750~800℃),耐热性好,经除氢处理后耐蚀性仍然优良,适合于发动机上使用。本工艺与其它镀Zn-Ni合金工艺相比具有以下几方面特点: 1)镀液稳定可长期使用,提高了电镀原材料的利用率。 2)镀层沉积速度快,最高可达60μm/h。 3)镀液的均镀能力高达50%,阴极电流效率高达90%。 4)电流密度范围宽,分散能力及深镀能力优异,可用于形状较复杂零部件的挂镀,也可用于滚镀。对设备腐蚀性小,废水处理简单,污染小。 5)溶液中的合金成分便于稳定控制,钝化膜不易变色。 5结束语 镀Zn-Ni合金工艺通过试验对比发现:在保证镀层中w(Ni)在10%~15%的前提下,样件镀层结晶细致、均匀,在中性盐雾试验以及5%NaCl溶液浸泡试验中,耐腐蚀能力明显提高,并具有外观质量较好、镀层易钝化等优点。 参考文献 [1]杜楠,吴浩杰,赵晴,等.汽车零件锌-镍合金电镀工艺实践[J].表面技术,2008,37(3):77-79. [2]关兵.电镀锌-镍合金工艺探讨[J].电镀与精饰,2000,22(3):16-19. [3]侯燕.碱性锌-镍合金镀液及镀层中锌、镍的测定[J].电镀与精饰,2005,27(1):43-45. [4]梁振东,徐却.电镀锌-镍合金彩色钝化工艺[J].煤炭技术,1999,18(3):31-33. [5]王涛,安茂忠,张樑.碱性锌-镍合金电镀白钝化工艺的研究[J].电镀与涂饰,2002,21(4):14-19. [6]刘立湖,蒋同轩,王洪涛.锌-镍合金镀层耐蚀性的研究[J].材料保护,2002(12):26-27. [7]电镀手册编写组.挤压试验测定脆断率的方法上册[M].北京.国防工业出版社,1986.632. |