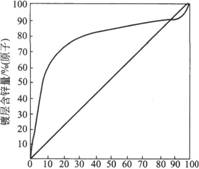
(1)主盐 镀液主盐,包括锌和镍的氯化物的浓度,是影响镀层组成的主要因素。 ①镀液组成与镀层成分的关系见图1[15]。
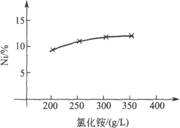
镀液zn2+含量/%(mV) 图1镀液组成与镀层成分的关系 由图1可见:镀层中锌含量大于锌在镀液中含量。即锌比镍优先析出,这是异常共沉积的现象。 ②镀液中锌离子浓度与镍离子浓度之比[Zn2+]/[Ni2+]。 a.在此比值不变的条件下,增大镀液中金属离子的总浓度,锌镍合金镀层中含镍量变化不大。 b.在配方4中[8]氯化锌含量允许在50~90g/L范围内波动,含量低时,分散能力和深镀能力提高,电流效率有所降低,含量过-低镀层易烧焦,沉积速度缓慢。含量高时,光亮度提高,分散能力降低,电流效率有所提高。但过高使镀层粗糙,光亮度有所下降,氯化锌易吸潮,溶于水时放热,使用时宜采用电池级产品,其铅离子含量低。氯化镍含量在5~20g/L,使镀层含镍层1%~50.4。溶液中镍离子含量低于0.01g/L时,实际上无镍共沉积,影响镀层耐蚀性。当镍离子含量过高,超过10g/L(氯化镍50g/L),镍过量沉积,不能得到良好钝化膜。 C.在配方6中[11],当镀液中Ni2+≥10g/L时,镍沉积过量,不能对镀层实施良好的彩虹色钝化与黑色钝化,当镀层含镍量≥24%时,镀层将转变为阴极镀层,呈现镍层性能,可钝化性差、抗蚀性能不良。当镀液中Ni2+≤1.5g/L时,镀层抗蚀性与镀锌层相当。若Ni2+≤10-3mol,则实际上没有镍共沉积,并将诱导产生杂质铁的共沉积,使镀层钝化膜性能变差。 (2)导电盐 在氯化物镀锌镍合金镀液中,用作导电盐的物质有氯化钾和氯化铵,其作用有下列几点。 ①提高镀液电导率,从而降低槽压。 ②改善镀液分散能力和覆盖能力。 ③铵离子对锌、镍离子有一定的络合能力,形成[Zn(NH3)4]2+及[Ni(NH3)6]2+络离子,促使镀液稳定,提高阴极极化,从而影响镀层组成,使镀层细致均匀。 ④避免产生镀层粗糙、毛刺等。 ⑤氯化钾作用,氯化钾与锌离子形成[Zn(NH3)C13]-络离子,有提高阴极极化作用,其含量夏季控制为200~250g/L,冬季控制在150~200g/L较佳,过高使光亮剂浊点下降,使有机物盐析而不溶于溶液,过低影响镀液导电性,电流密度大处发暗、粗糙。含量过高易结晶析出。 ⑥氯化铵对镀层含镍量的影响。 氨与镍和锌的络离子不稳定常数差异各为 [Zn(NH3)4]2+不稳定常数为3.98×10-10; [Ni(NH3)6]2+不稳定常数为3.0×10-8; 镍的络离子不稳定常数低两个数量级,故氯化铵的加入能改变镀层的含镍量。 氯化铵对镀层含镍量的影响见图2[16]。
图2氯化铵对镀层含镍量的影响镀液成分及工艺 规范见表1配方2 表1氯化铵型镀锌镍合金溶液组成及工艺条件
①A为聚乙烯乙二醇胺苯醚。②B为苯甲基丙酮.③上海轻校许强龄研制。④许强龄光亮电镀。⑤添加剂由湖南教育学院化学系制造。⑥北京电镀总厂研制,北京欣普雷公司生产。⑦广州金殿工艺制作有限公司出最。⑧成都电子科技大学应用化擘系研制。⑨A为十二烷基磺酸钠。⑩武汉材料保护研究所研嗣。(11)哈尔演工业大学生产。 由图2可见:随着氯化铵浓度的提高,镀层中含镍量略有增加。 (3)缓冲剂 使用硼酸作为pH的缓冲剂,逐级电离出H+离子,补充析氢而消耗的H+,以缓冲pH在工艺范围内,含量一般以25~35g/L为佳、过高难以溶解,过低缓冲作用变差。 (4)添加剂 ①润湿剂 以防止镀层出现针孔,需加入润湿剂。滚镀可不必加入润湿剂,润湿剂可使用十二烷基硫酸钠、十二烷基苯磺酸钠等。 ②有机添加剂 可使镀层外观光亮,结晶细致,分散能力提高,光亮剂种类有: 乱初级载体光亮剂 如聚醚类、环氧乙烷与脂肪醇、酸、与酚醇的聚合物,如ZN-101添加剂; b.主光亮剂 有芳香醛、亚苄基丙酮、苯乙酮、芳香酮、胡椒醛、氯苯甲醛、肉桂醛等。如ZN-102添加剂这两类光亮剂的协同作用下,可抑制低电流密度区镍的过分沉积,可获得光亮镀层,采用表1之配方3溶液添加剂ZNl01、ZNl02对极化曲线的影响见图3[16]。 .
图3添加剂ZN-101,ZN-102对极化曲线的影响 Ⅰ:基础液 Ⅱ:基础液+ZN一1018g/L+ZN-10215mg/L ③有机酸类添加剂如抗坏血酸,氨基乙酸、苯甲酸、烟酸、肉桂酸等,使低电区光亮。 ④磺酸类如木质素磺酸钠、萘酚二磺酸等,光亮范围较窄。 ⑤无机元素化合物 如硫酸锶(SrSO4),能吸附铅杂质防共沉积,有光亮作用,但不很高。 (5)阴极电流密度 ①阴极电流密度对镀层含镍量的影响 阴极电流密度对镀层含镍量的影响见图4[15]。
图4电流密度对镀层含镍量的影响 由图4可见以下几点。 a.电流密度<lA/dm2:随电流密度增加,镀层含镍量急剧下降,此时镍沉积基本未受到阻滞作用,按正常共沉积规律,优先沉积。 b.电流密度1~8A/dm2范围内,随电流密度的增加,镀层含镍量略有增加,若镀层中镍含量低于镀液中镍离子含量,镍的沉积受到严重阻滞作用,按异常共沉积规律沉积。 C.电流密度>8A/dm2,随着电流密度增加,含镍量迅速增加,电极过程受扩散步骤控制,所得镀层疏松、不致密。 ②阴极电流密度的选用 电流密度大小与溶液浓度、温度、pH值、光亮剂含量有关,在工艺允许范围内,选取较高浓度的溶液,足够的光亮剂,下限的pH值,较高的温度,可采用上限的电流密度,使沉积速度快,如2A/dm2时每2min可沉积lµm。 ③电流密度与锌镍合金镀层中镍百分含量的关系 电流密度Dk与锌镍合金镀层中镍的百分含量关系见图5[13]。
图5电流密度Dk与Zn-Ni合金镀层镍百分含量关系图 溶液含镍量:l-6.80%;2-15%; 3-25%;4-37.0% 由图5可见:在镀液中Ni2+/Zn2+=6%~37%,在电流密度0.5~2A/dm2范围内,可得到令人满意的合金镀层。合金镀层中含镍量为4.5%~20%。 ④不同电流密度下,镀层镍含量与溶液中镍含量的关系 采用表1之配方7,不同电流密度下镀层中含镍量与镀液中含镍量关系见图6[24]。
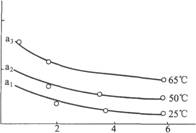
图6不同电流密度下Niwm% 与Ni溶液%关系图 1-O.5A/dm2;2-1.0A/dm2;3-1.5A/dm2;4-2.0A/dm2 由图6可见:锌比镍优先沉积,Ni镀层%曲线位于参考线CRL之下(CRL线为镀层和镀液中镍含量相等)电流密度越低,镀层中镍含量比镀液中镍含量越低:在CRL线越下,异常共沉积越明显。 (6)温度 ①温度范围 由于光亮剂在正常镀液中的浊点可达50℃,因此液温在10~40℃范围内,只要电流密度适应,均能得到光亮镀层。 a.温度<10℃,镀液分散能力下降,沉积速度减慢。 b.温度超过40℃,高Dk区镀层正常,低Dk区有灰雾出现,但出光后可除去。 ②温度、电流密度与镀层含镍量的关系 温度、电流密度与镀层含镍层的关系见图7[11]。
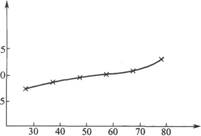
Dk,(A/dm2) 图7温度、电流密度与镀层含镍量的关系 图中实线表示氯化物镀液,al-25℃,镀层镜面光亮;a2-50℃, 镀层雾状、光亮;a3-65℃,镀层半光亮。 由图7可见:当温度为25℃,电流密度2.25A/dm2,镀层含镍量在3%左右。 若为白钝化工件,可提高温度至40℃,可使镀层含镍量达到8%。 ③温度对镀层含镍量的影响 采用表1配方2之溶液,在pH为5.8、电流密度20A/dm2,走带速度1~2.5m/min的条件下连续镀钢带,镀液温度对镀层含镍量的影响见图8[16]。 由图8可见以下几点。
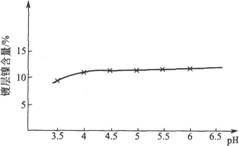
温度/℃ 图9温度对镀层含镍量的影响 a.镀液温度升高,镀层中含镍量明显增加,温度过高,镀液的水分蒸发量过大。 b.温度在50~60℃,电流密度在10~30A/dm2,快速沉积达到4~6µm/min锌镍合金镀层,含镍量稳定在12%~l4%之间。 (7)pH值 pH值是一个重要的工艺参数,应维持在4.6~6.0之间,根据各配方稍有差异。 ①pH值过低,低于3.5以下,锌阳极溶解加快,可能有些光亮剂会析出,导致镀层发花,镀液中锌离子浓度迅速增加,使镀液成分不稳定。 ②pH值低于4.5,均镀能力较差。 ③pH为6.5时镀层产生条纹卜锌离子水解成氢氧化物,镀层生成毛刺,并夹杂有添加剂和氢氧化物,对镀层质量产生不良影响。 ④pH值的增加,镀层含镍量直线增加,pH值过高或过低,都会使镀层含镍量超出最佳范围。 ⑤采用表1之配方2溶液的pH值对镀层含镍量的影响见图9[16].
图9镀液pH值对镀层含镍量的影响 由图9可见以下几点。 a.在温度50℃,电流密度20A/dm2条件下,镀液pH值增大,镀层含镍量略增。 b.pH值降至4.5以下,阴极电流效率降低,析氢明显增多,镀层易产生气流及条纹,内应力增大。 C.pH值增至6.5以上,主盐水解,镀液浑浊,影响合金正常沉积。 (8)阳极 电镀锌镍合金槽的阳极有下列几种方式。 ①单独使用锌板 由于镀层含锌量在93%~97%之间,镍的消耗量仅占3%~7%,故在生产过程中,根据分析结果,依靠补充氯化镍浓溶液,以维持镀液中镍离子在工作范围内 表2低铬钝化工艺
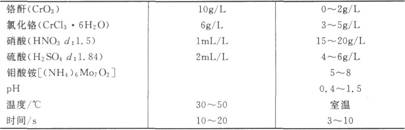
(3)低铬银灰色钝化工艺 ①低铬钝化工艺规范[25]钝化液成分:钛(Ti4+)1.2g/L,氯化铬(CrCl3)1g/L,铬酐(Cr03)5g/L,硫酸根(so2-4)3.9g/L,氟离子(F-)2.7g/L。 工艺参数:pH为1.2±1;温度50℃±l℃,钝化时间l0s,干燥温度60℃±2℃。 ②外观半光亮银灰色,表面致密,结合牢固。 ③耐蚀性未钝化白锈时间22h,钝化后73h,未钝化红锈时间346h,钝化后红锈时间>528h。 参考文献 11 吕安敏.锌镍合金电镀及其转化膜,电镀与涂饰,l993,12(4):40~44,39 13何为.氯化物溶液中电镀锌镍合金.电镀与涂饰,l997,16(2):l~4 15屠振密主编.电镀合金原理与工艺.北京:国防工业出版社,1993 16许强龄主编,吴以南副主编,沈宁一主审.现代表面处理新技术.上海:上海科技 文献出版社,l72~202 24何为.锌镍合金的异常共沉积与正常共沉积的转变.表面技术,l998,27(2):22~ 28 |