氰化镀锌工艺及操作条件 氰化钠是剧毒的化学物质,是电镀工业中优秀的络合剂,国内氰化镀锌主盐一般不用Zn(CN)2,而使用Zn0。 ZnO+4NaCN+H20→Na2Zn(CN)4+2NaOH Zn0+2NaOH+H20→Na2Zn(OH)4 镀液中Zn的存在形式有两个,其一为Na2Zn(CN)4,另一个为Na2Zn(OH)4,这两个络合化合物有如下平衡: Na2Zn(CN)4+4NaOH→Na2Zn(OH)4+4NaCN 电沉积时,Zn的供给如下式:
氰化镀锌根据氰的使用浓度不同,分为高氰、中氰、低氰三种工艺。镀液的主盐组成见表7-11。 M比是管理氰化镀锌工艺、控制主盐浓度、络合剂含量,维持正常合理生产的一个重要生产数据。
表7-11高氰、中氰、低氰工艺组成
M比随镀液工作温度上升应作调整,一般每上升4℃,M比应调整上升0.1。
M比选择正确,镀液处于最佳状态,工艺操作范围宽广,所得镀层光亮细致。 诚然,电镀是一门实践技术,工艺选择要依产品而定。作者在深圳一个大电镀工厂观察到低氰镀锌工艺:
镀液十分稳定,分散能力、覆盖能力俱佳。 氰化镀锌工艺自从1921年W.Blum定下高氰工艺配方以来,迄今已沿用半个多世纪而不衰。主要原因是NaCN这种特殊的络合剂使氰化镀液具有良好的分散能力和覆盖能力;工艺范围宽广,镀液稳定易操作,对杂质容允度大,镀层综合性能优异,得到电镀工作者的青睐。 (一)镀液基本成分与作用 1.氧化锌 提供被沉积的锌金属离子,浓度高则电流效率高,而阴极极化低,分散能力下降,凸出部位易烧焦,允许电流密度的上限值反而降低。锌含量与氰化物浓度有关,微氰镀液锌控制在7.5g/L以下、低氰镀液锌为7.5~10g/L、中氰镀液锌l5~20g/L、高氰镀液锌30~40g/L。锌含量偏低,分散能力好,但电流效率下降。 2.氰化钠高、中氰镀液中氰化钠是络合剂,在镀液中锌主要以Zn(CN)42一形式存在。而低氰镀液主要络合剂是氢氧化钠,锌主要以Zn(CN)42一.形式存在。在低氰电镀液中氰化钠的存在对改善镀液和镀层性能起着重要作用。因为氰化钠有表面活性作用,容易吸附在阴极/镀液界面上,故电极表面上氰根的浓度远大于溶液本体的浓度,导致阴极极化增大,结晶细密,厚度均匀,还能增强结合力,所以少量的氰化钠可作为改善镀层质量的介质。 3.氢氧化钠能提高电导和电流效率,中高氰镀液中如不加70g/L以上的氢氧化钠,电流效率则小于30%。在低氰镀液中氢氧化钠是主络合剂,其含量与锌酸盐镀锌相当,NaOH/Zn=8~10为宜。在低氰镀液中氢氧化钠含量太高则电流效率下降,甚至形成海绵状镀层。阳极溶解快,锌浓度高,造成生产故障。 4.主盐成分变化对电镀技术参数的影响 主盐成分变化对电镀技术参数的影响见表7一l2~表7-14。 表7-12锌浓度对电镀性能的影晌
表7一l3氰化钠浓度对电镀性能的影响
表7一l4 氢氧化钠浓度对电镀性能的影响
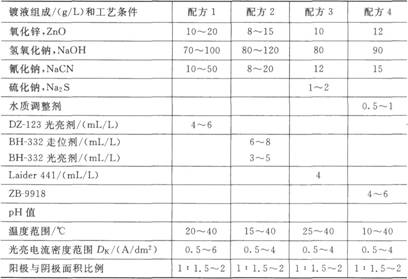
(二)典型氰化物镀锌工艺及操作条件 典型氰化物镀锌工艺及操作条件见表7-15。 表7-15典型氰化物(低氰、微氰)镀锌工艺及操作条件
注:l.配方l广州达志化工有限公司产品和工艺。 2.配方2是广州市二轻所工业科学技术研究所产品和工艺。 3.配方3是台湾莱德公司产品和工艺。 4.配方4是武汉材料保护研究所产品和工艺。 |