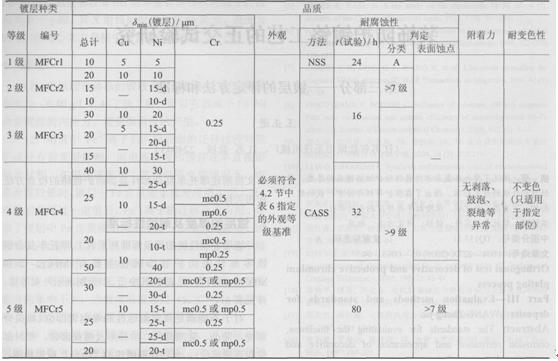
保护等级的评定 钢铁零部件防护装饰镀铬的耐蚀性采用铜加速醋酸盐雾(CASS)试验进行评定。操作者应按照国标GB/T l0125—1997《人造气氛腐蚀试验盐雾试验》配制试验溶液,调节试验条件,注意试样的放置,合理清洗试样腐蚀产物(铁锈)所引起的玷污及残留的盐迹。 1评定等级时注意的事项 (1)取样时应注意试样的面积。用作评定镀层质量的试样,其镀件主要表面的外观或使用性能起重要作用的部位上,表面镀层的面积应>/5000 mm2。若单个试样的主要表面面积<5000 mm2,应取足够量的试样,使其总面积>15000 mm2。主要表面面积<100 mm2 的小零件,不使用本方法评级。 (2)腐蚀点是一种表面腐蚀缺陷。腐蚀点处的镀层被穿透,出现基体的腐蚀产物(如铁基体的铁锈)或镀层起皮。若镀层变色或有其他外观损伤,但不穿透至基体,在耐蚀评级时不作为腐蚀点计算。腐蚀点的大小,是指被穿透的镀层面积,而不是伴随产生的锈迹面积。 表1适用于摩托车复杂部件的镀层厚度及耐蚀性标准 Table l Standard for thickness and corrosion resistance of coatings on motorcycle parts in complicated shapes
注:①“d”表示2层镍;“t”表示3层镍;“mc”表示微裂纹镀层,以250~500条/cm2为标准;“mp”是微孔镀层,以l0000~20000个/cm2为标准。 ②“一”表示厚度不作要求。 ③变档踏板、制动踏板、起动杆不可采用镀铜工艺。 表2零件级别分类 Table 2 Level classification of Darts
(3)对于底金属腐蚀产物(如铁锈)所引起的玷污,尤其是内腔、夹层、焊缝、挂钩点(工艺孔)的腐蚀铁锈流痕,应取出试验片,立即水洗以清除表面盐分,再用毛刷、海绵片、橡皮擦等清除腐蚀点以外的腐蚀生成物,而清除腐蚀生成物可用刷洗、超声波清洗、水喷等物理方法。但有时也可用化学方法清除:若基材是钢铁,电镀层是铜+镍+铬,则可用150 mL盐酸加蒸馏水兑成1 000 mL溶液作为腐蚀生成物除去液,在20~25℃下浸渍1~3 min,处理后用海绵片、橡皮擦等清除腐蚀点以外的腐蚀生成物。
装饰防护镀铬工艺的正交试验研究:前言 装饰防护镀铬工艺的正交试验研究:镀层的厚度及耐蚀性标准 装饰防护镀铬工艺的正交试验研究:保护等级的评定(二) 装饰防护镀铬工艺的正交试验研究:镀层外观等级的判定 装饰防护镀铬工艺的正交试验研究:结语 |